Katmanlı Üretim Yoluyla Konformal Soğutma
Maliyet Etkinliği ve Parça Kalitesinin Optimum Kombinasyonu

Katmanlı üretim, geleneksel talaşlı imalat süreçlerinden farklı olarak, kalıp insertleri için önemli tasarım esnekliği sunar. Bu avantajdan tam olarak yararlanabilmek için, nihai ürünlerin özelliklerinin—toz malzemesi, proses parametreleri ve ısıl işlem kombinasyonu ile belirlenen—geleneksel olarak kullanılan çubuk malzemelerin özellikleriyle uyumlu olması gerekir. voestalpine Katmanlı Üretim Merkezleri (bkz. HPM bölümü AM), üstün tokluk özelliklerine sahip, korozyon ve aşınmaya dayanıklı geniş bir malzeme yelpazesi sunar. Bu geliştirilmiş özellikler, özel olarak tasarlanmış malzemeler ve hassas şekilde kontrol edilen üretim süreci sayesinde elde edilir.
Katmanlı Üretim ve voestalpine Premium Toz Malzemeleri
Katmanlı Üretim (AM), diğer adıyla ‘3D baskı’, yalnızca yeni bir üretim yöntemi değil;
yeni bir düşünme biçimidir. Dijital olarak tasarlarken ve nihai ürünü katman katman hayata geçirirken sınırlar yoktur.
Katmanlı üretim, daha kısa teslim süreleriyle, daha düşük ağırlıkta ve daha önce mümkün olmayan şekillerde üretimi sağlar. Dijital olarak 3D-CAD modeli şeklinde tasarlandıktan sonra, en karmaşık yapılar bile uygulamanızın gereksinimlerini karşılamak üzere özel olarak tasarlanmış metal tozu kullanılarak “örülebilir”
Küresel bir çelik ve teknoloji lideri olarak, malzemeler ve işleme konusundaki uzun yıllara dayanan deneyimimizle inovasyonu ve gelişimi yönlendiriyoruz. Alaşım geliştirme ve metal tozu üretiminden başlayarak, tasarım, üretim ve ısıl işlem gibi son işlemlere kadar uçtan uca, ihtiyaca özel çözümler sunuyoruz – konseptten ürüne kadar
Zorlu Uygulamanız İçin Doğru Toz Malzemeye Sahibiz
Korozyona Dayanıklı Sınıflar
| Sınıf | Ulaşılabilir sertlik | Korozyon Direnci | Aşınma direnci | Parlatılabilirlik | Çentik darbe enerjisi |
|---|---|---|---|---|---|
| 52 HRC | ★★★ | ★★★ | ★★★ | / |
Uddeholm Corrax® for AM | 50 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
Uddeholm Tyrax® for AM | 551 (58) HRC | ★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
BÖHLER M789 AMPO | 52 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
1direct tempering, ²bar stock material for comparison
Sıcak İş Sınıfları
| Sınıf | Ulaşılabilir sertlik | Korozyon Direnci | Aşınma direnci | Parlatılabilirlik | Çentik darbe enerjisi |
|---|---|---|---|---|---|
| 53 HRC | / | ★★★ | ★★★★★ | / |
BÖHLER W722 AMPO (~1.2709) | 54 HRC | / | ★★★ | ★★★★ | / |
Uddeholm Dievar® for AM | 48 HRC | / | ★★★ | ★★★★★ | ★★★★★ |
BÖHLER W360 AMPO | 57 HRC | / | ★★★★★ | ★★★★ | ★★★ |
Enjeksiyon Kalıplama Performansını ve Parça Kalitesini Artırmaya Yönelik Simülasyon Tabanlı Kalıp Tasarım
Katmanlı üretilmiş kalıp insertlerini tam olarak optimize edebilmek için doğru toz malzemenin seçilmesi ve en uygun proses parametrelerinin belirlenmesi kritik öneme sahiptir. Ancak konformal soğutmanın tüm potansiyeli, yalnızca simülasyon odaklı bir kalıp insert tasarım yaklaşımıyla birleştirildiğinde ortaya çıkar. voestalpine olarak, müşterilerimize bu kapsamlı hizmeti sunuyor ve performans ile verimliliği artırıyoruz. Bu sayede hem zaman alan numune döngüleri hem de maliyetli revizyon giderleri en aza indirilebilir veya tamamen önlenebilir
voestalpine KAHVE BARDAĞI Kalıbı
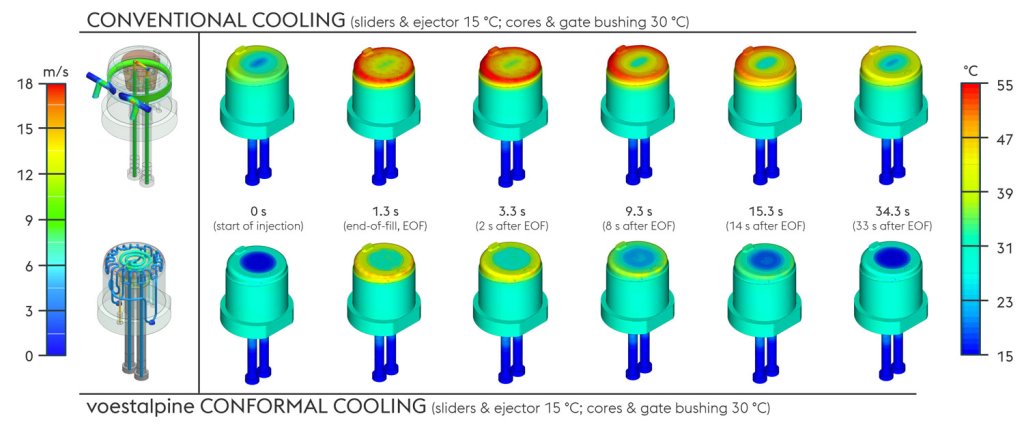
voestalpine kahve bardağı, kalıp sıcaklık kontrolü açısından çeşitli zorluklar sunmaktadır.
Bardağın yanlarındaki elmas yapısı, akış yolu boyunca duvar kalınlığında değişikliklere neden olarak
çevrede akış ön cephesi hızlarının tutarsız olmasına ve ısı dağılımının dengesiz olmasına yol açar.
Ayrıca, yüzeydeki ince mikro yapılar daha yüksek kalıp duvar sıcaklıkları gerektirir; bu da soğutma
süresini uzatır.

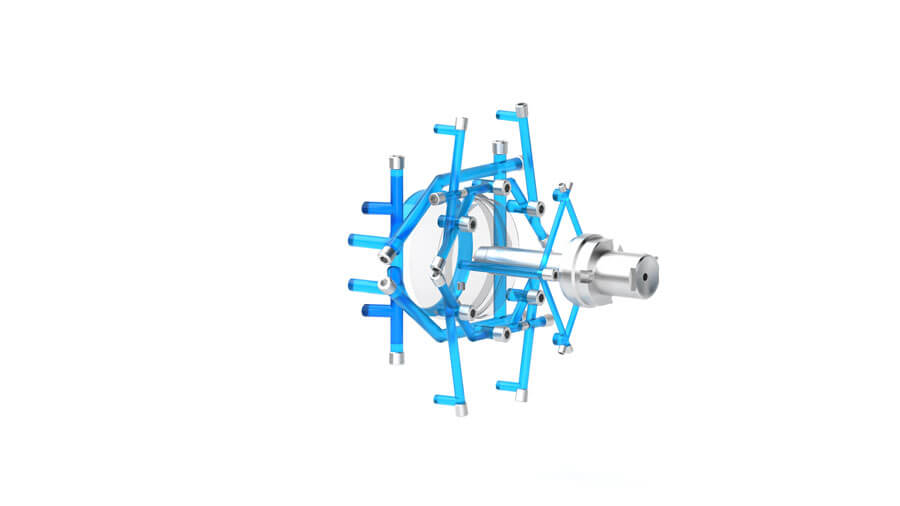
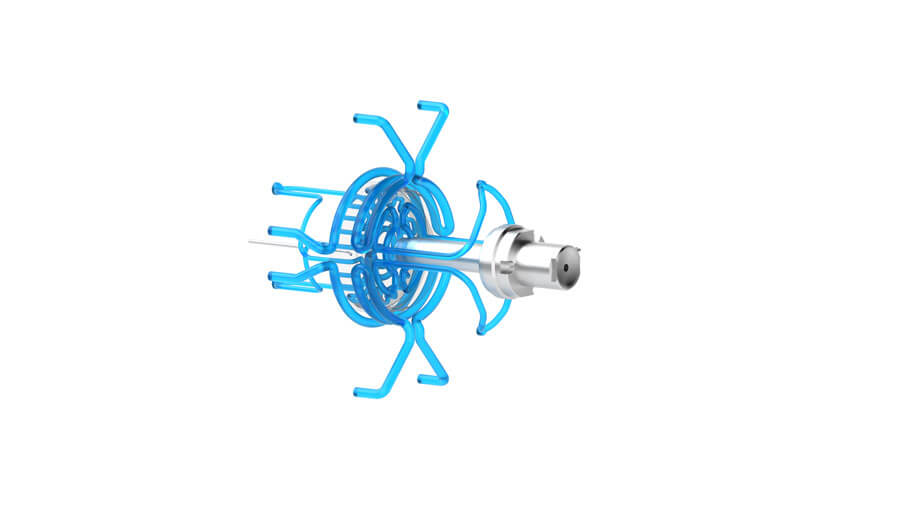
Conventional Cooling Channel Layout
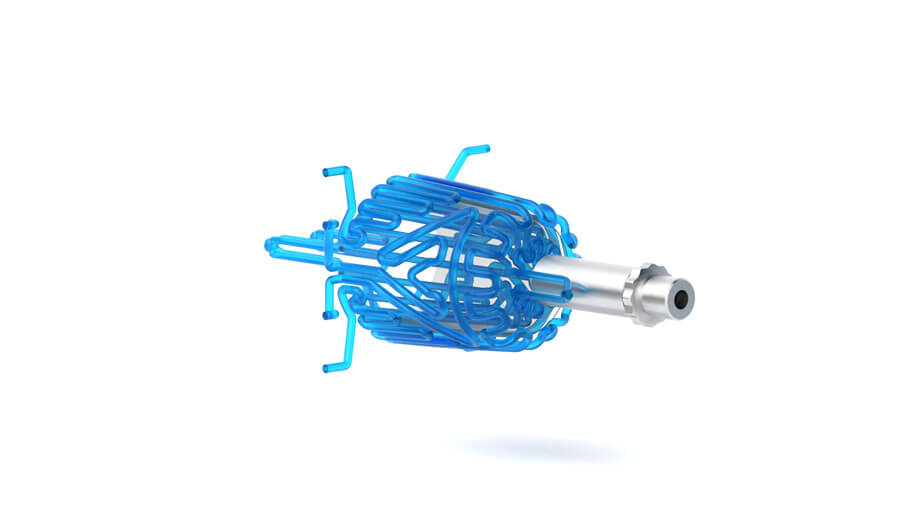
Conformal Cooling Channel Layout
Geleneksel ve kontura yakın sıcaklık kontrolü arasındaki karşılaştırma, konformal soğutmanın avantajlarını ortaya koymaktadır. Konformal soğutma ile soğutma kanalları parçanın şeklini daha hassas bir şekilde takip eder, bu da elmas yapıların soğutma sürecinde doğru şekilde kopyalanmasını sağlar. Bu durum özellikle çevrim boyunca ısı dağılımının kritik rol oynadığı erkek çekirdek bölgesinde büyük fayda sağlar ve çok daha verimli bir soğutmaya imkân tanır.
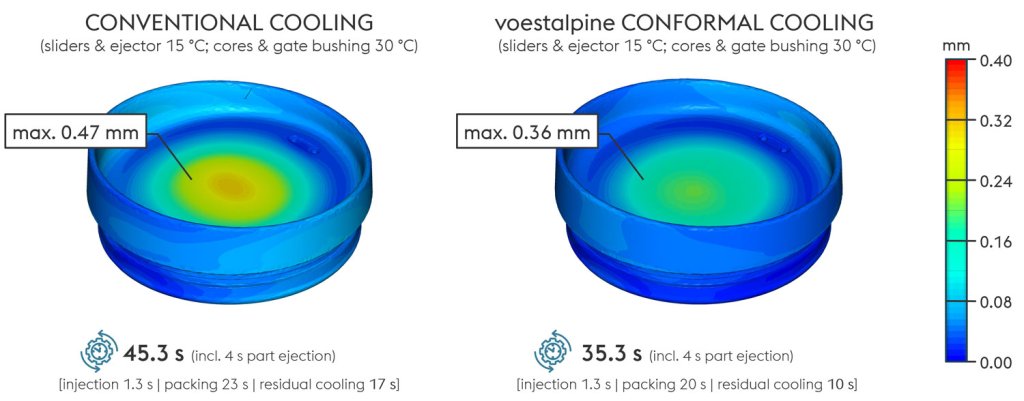
Bardak Kalıbının Optimizasyonu Sonuçları
Kalıplanmış parçanın kritik kalite özelliği, O-ring yuvasının yuvarlaklığı ve çapıdır. Görsel, konformal soğutma ile 10 saniye daha kısa soğutma süresine rağmen deformasyonun yaklaşık 0,24 mm azaldığını göstermektedir. Aynı derecede önemli olan, gerekli toleransın hâlâ sağlanmış olmasıdır. Eğilme (warpage) miktarındaki önemli azalma, hareketli maçalar (slider jaws) çok homojen kalıp duvarı sıcaklığına (ΔT < 2 K) bağlanmaktadır.
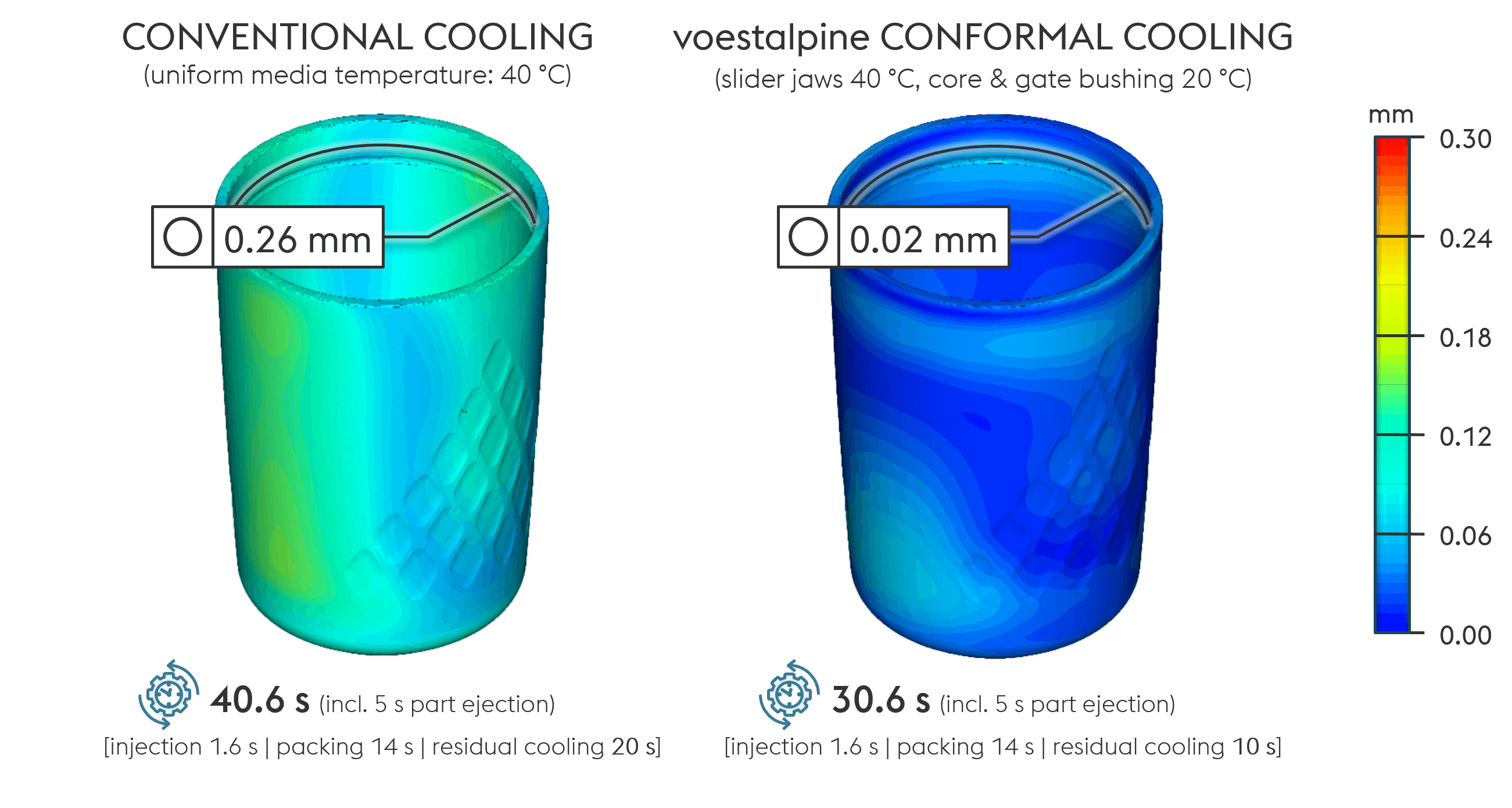
Sanal numuneleme, en uygun işlem parametrelerini belirlemek için kullanıldı: hareketli maçalar için 40 °C, erkek çekirdek ve yolluk girişi için 20 °C. Bu yaklaşım, maliyet etkinliği (daha kısa çevrim süresi) ile yüksek parça kalitesi (hassasiyet, desen aktarımı, minimum deformasyon ve yuvarlaklık) arasında ideal bir denge sağladı.

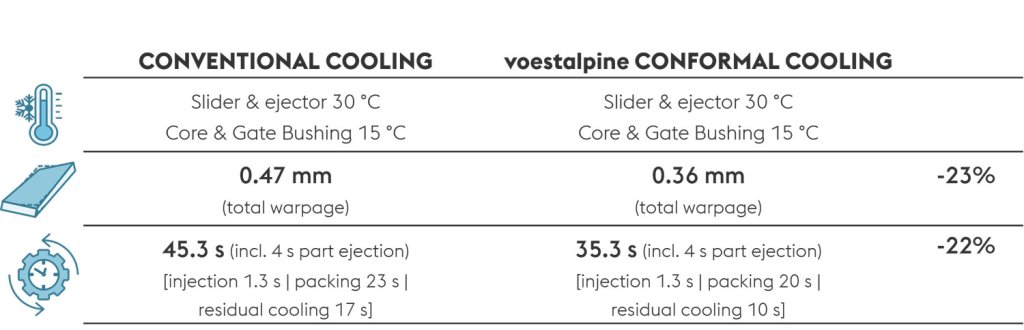
voestalpine Kahve Bardağı Kapak Kalıbı
voestalpine KAHVE BARDAĞI KAPAĞININ geometrisi, eğrilmeye karşı daha az hassas olmasını sağlar. Ancak, 3,5 mm’lik önemli duvar kalınlığı, soğutma sistemi tasarımında bir zorluk oluşturur. Yüksek duvar kalınlığı, hem içme kenarı bölgesinde hem de geçme bağlantısında (snap-fit) yeterli paketleme basıncı etkisi oluşturmak için gereklidir.
Conventional Cooling Channel Layout
Conformal Cooling Channel Layout
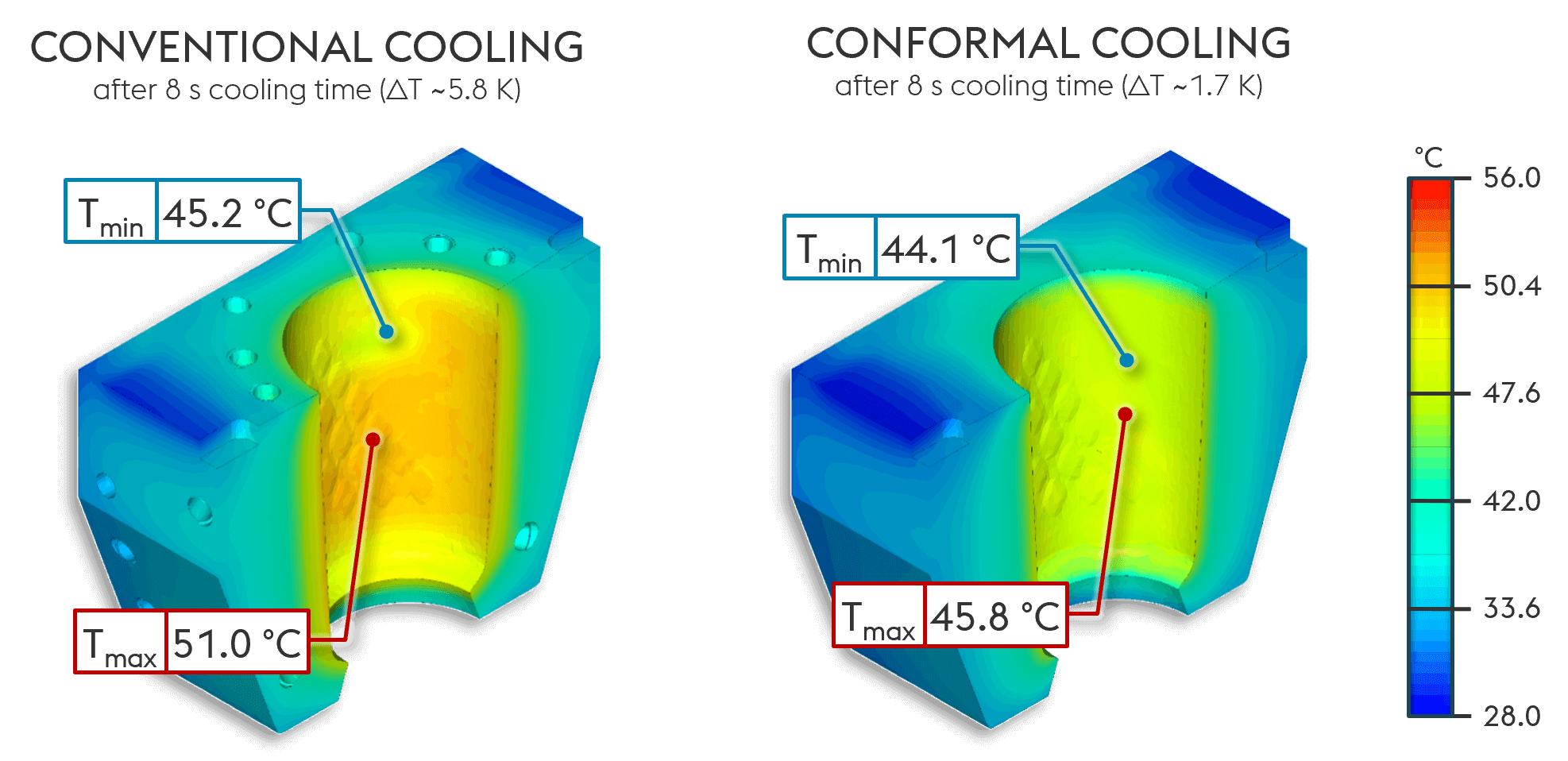
Verimli ısı dağılımı özellikle büyük itici pimiyle birleştirilmiş itici tarafındaki erkek çekirdekte kritik öneme sahiptir. Geleneksel soğutma kanalı tasarımlarında, soğutma yalnızca çekirdek geometrisinin altında mümkündür; bu da erkek çekirdeğin, çevrim başlangıcında kararlı durum çalışmasında ortam sıcaklığının 10°C’den fazla üzerine çıkmasına neden olur. Buna karşılık, konformal soğutma, soğutma kanallarının parça geometrisine yakın konumlandırılmasına olanak tanır ve böylece erkek çekirdeğin her çevrim başlangıcında ayarlanan ortam sıcaklığını korumasını sağlar.
Kahve Bardağı Kapağı Kalıbında Soğutma Süresinin Azaltılması
KAHVE BARDAĞI KAPAĞI tasarımında, kapak tabanı ile içme kenarı arasındaki geçişte kütle birikimini yönetmek, soğutma açısından önemli bir zorluk oluşturur. Bu sorun, bu bölgede bulunan çift kenar nedeniyle daha da karmaşık hale gelir; çünkü bu durum ısı dağılımı için mevcut yüzey alanını azaltır. İçme kenarı, görünür alanda kritik bir kalite unsuru olduğundan, soğutmanın yalnızca etkili bir tutma basıncı sağlaması değil, aynı zamanda çökme izlerini önlemesi de önemlidir. Konformal soğutma kullanılarak, bu bölgedeki soğutma verimliliği geleneksel düzene kıyasla önemli ölçüde artırılabilir.
Ayrıca, sıcak yolluk memesinden gelen ısı girişi, kapak tabanının düzlüğünü korumada kritik bir rol oynar. Erkek çekirdek ve itici bölgelerde daha etkili soğutma, düzlüğü daha da artırır. Her iki kalite iyileştirmesi, çevrim süresinde 10 saniyelik önemli bir azalma ile birlikte sağlanmıştır.