The choice of method and the amount of final cleaning required depend on: corrosion resistance requirements; hygiene considerations (pharmaceuticals, food, etc.); and, the importance of the steel’s visual appearance. Removal of welding defects, welding oxides, organic substances and iron contaminants is normally a basic requirement and usually allows a comparatively free choice of final treatment.
Provided that the surface roughness so permits, both mechanical and chemical methods can be used. However, if an entirely mechanical cleaning method is decided on, the manufacturing stage has to be very well planned in order to avoid iron contamination. If it is not, decontamination, probably with nitric acid, will be necessary. Where surface finish and corrosion resistance requirements are exacting, the choice of method is more critical. In such cases, a treatment sequence based on pickling gives the best chances of superior results.
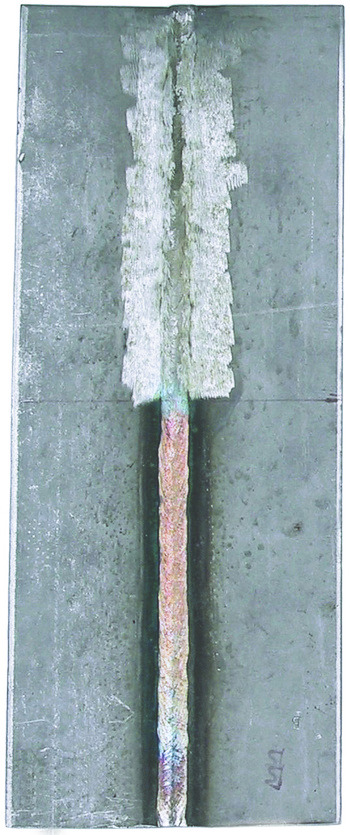
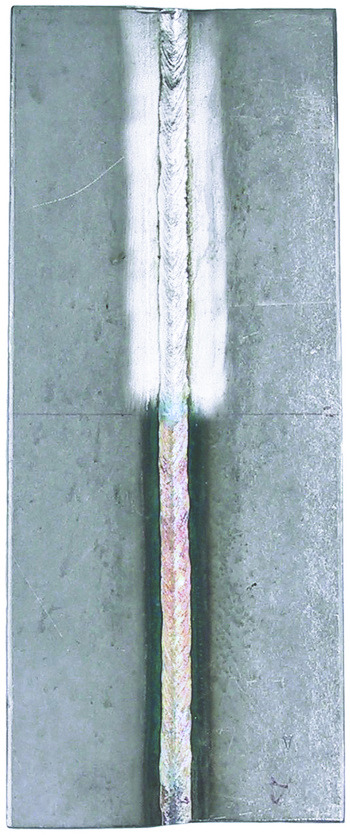
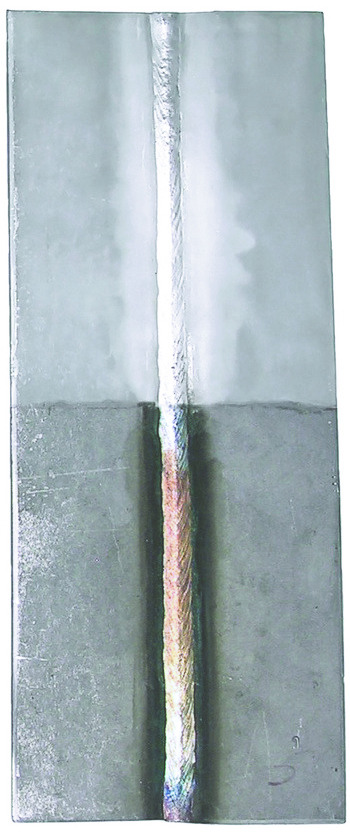
The figure below shows the results of a test where the samples (steel grade 1.4404/316L with MMA welds) were post-weld cleaned using three different methods.They were then exposed to a marine environment for two weeks.

 Finishing Chemicals
Finishing Chemicals