-
 Storie di successo
Storie di successo


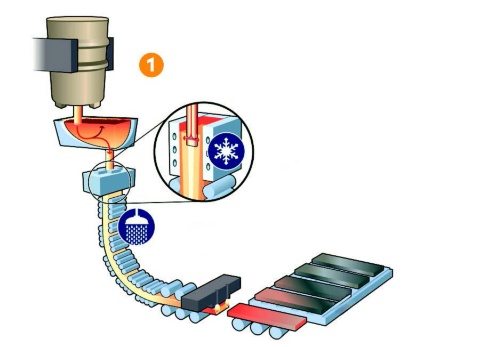
At the topmost part of the continuous casting line, thermal shock, corrosion, and hot oxidation are most severe, while mechanical wear is still low. For this reason, it is accepted to apply overlay materials with a lower hardness, but with increased corrosion resistance. Super-martensitic stainless steels have a much better corrosion resistance than classical martensitic types combined with acceptable wear behavior.