Tags:
Adhesive bonding requirements depend on the respective application and size of the manufactured components:
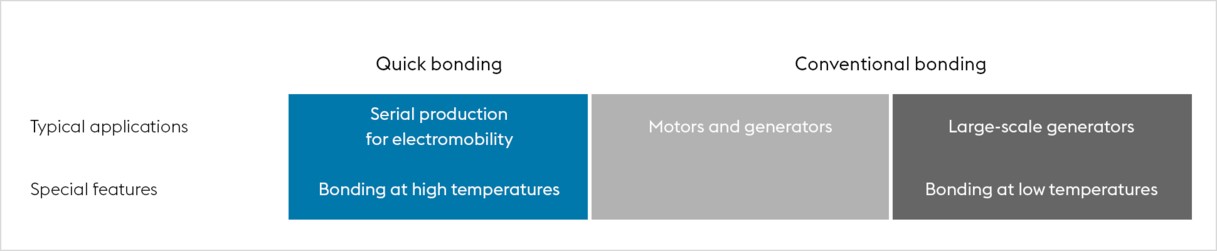
Components produced in high quantities require high process speeds, and stacks can be produced using the fast bonding process when such high speeds are required. Heating is inductive. The holding time for a stack is in the range of minutes but requires relatively high temperatures.
Larger components such as motors or generators are suitable for conventional bonding processes that can be carried out at lower temperatures than during quick bonding, but such processes increase the processing time. The sample is typically heated in furnaces.
Very large stacks, such as those used in generators, are adhesive-bonded in a conventional process. Based on the size of the component, the lowest possible adhesive bonding temperature is advantageous. A lower bonding temperature leads to a more rapid heating of the stacks as well as a shorter cooling period.
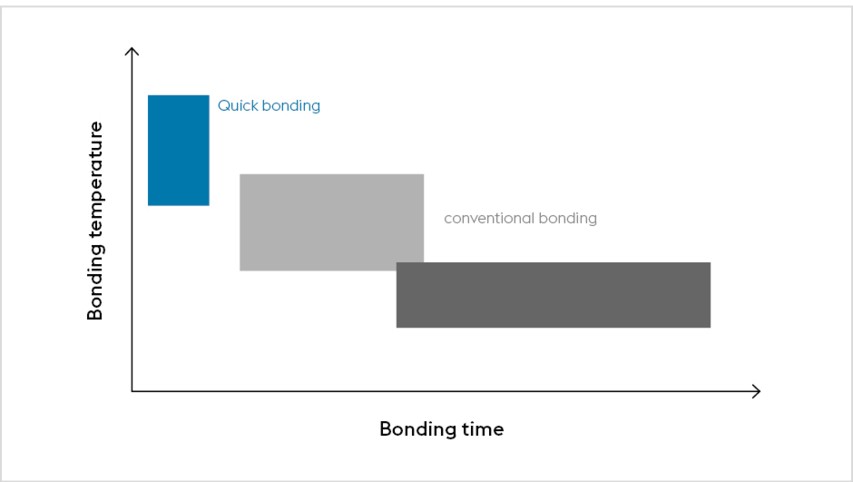
An overview of the bonding processes, their areas of application and special features is provided in the following schematic diagram:
As shown in the diagram on the right, the relationship between the adhesive temperature and the duration of the bonding process can be identified. The exact bonding parameters depend on component size and backing device.
Processing windows for stack assembly using the respective bonding technology are included in the Backlack Processing Guidelines.
The achievable bonding strengths depend on various parameters such as the applied layer thickness or the testing method used.











