Moules de tasses à café voestalpine &
L'innovation, étape par étape
Si la fabrication additive offre un éventail quasi infini de possibilités, voestalpine se concentre tout particulièrement sur certains domaines d’excellence :

En tant que prestataire de services de fabrication additive en pleine expansion dans le secteur aérospatial, nous réunissons sous un même toit une expertise en matière de matériaux, une ingénierie de pointe et des capacités de production à l’échelle mondiale. Nous menons des activités de R&D adaptées à chaque application afin de proposer des solutions matérielles en constante amélioration, répondant aux normes rigoureuses de l’industrie aérospatiale. Notre équipe d’ingénieurs travaille en étroite collaboration avec vous afin de tirer le meilleur parti de la fabrication additive.
Grâce à notre double certification AS 9100 et ISO 9001:2015, nous proposons des services et une expertise en fabrication additive directement aux entreprises du secteur aéronautique et aérospatial. La présence mondiale de voestalpine fait de nous le partenaire idéal pour vos projets aérospatiaux, qu’il s’agisse de prototypage ou de production en série, où que vous soyez.
Portefeuille actuel / Portefeuille de développement : Composants de propulsion pour fusées

Matériaux homologués :

voestalpine Additive Manufacturing propose des solutions de silencieux sur mesure grâce à une technologie d’impression 3D de pointe. En utilisant des matériaux haut de gamme tels que le titane (Ti64) et l’Inconel 718, associés à une liberté de conception inégalée, nous fabriquons des silencieux hautement optimisés, légers et extrêmement résistants destinés à la chasse, au sport et aux applications militaires. Nos experts élaborent des solutions sur mesure adaptées à vos besoins, du prototypage rapide à la production à grande échelle. Profitez de cycles de développement ultra-rapides, d’un post-traitement réduit au minimum et de finitions haut de gamme en option, telles que le revêtement DLC.
Vos avantages : précision maximale, bruit et recul réduits, et qualité haut de gamme

Grâce à nos solutions, nous réduisons le coût total de possession par pièce produite et optimisons le taux de disponibilité (OEE) des fonderies en diminuant le taux de rebut, en augmentant la productivité et en prolongeant la durée de vie des équipements. Cet engagement en faveur de l’amélioration des performances s’appuie sur plusieurs décennies d’expérience en tant que leader mondial reconnu dans la fabrication et la fourniture d’acier à outils. Cette expérience nous permet de bien comprendre les défis auxquels nos clients sont confrontés dans le secteur du moulage sous pression. La proximité avec nos clients et notre expertise technique sont des facteurs essentiels pour développer des solutions efficaces en collaboration avec nos partenaires.
Notre souci du détail va bien au-delà de la conception des outils. Nos experts en fabrication additive définissent des paramètres d’impression spécialement optimisés pour notre gamme de matériaux de moulage sous pression haute performance, offrant ainsi des solutions uniques qui garantissent des résultats exceptionnels.
Des outils uniques exigent des solutions uniques. En collaborant étroitement avec nos clients et en tirant parti de notre savoir-faire de pointe en matière de fabrication additive et de matériaux, nous développons des solutions de fabrication additive sur mesure, optimisées pour le moulage sous pression.
Votre partenaire de confiance en matière d’AM.
Grâce à notre expertise en matière de fabrication assistée par ordinateur (FAO) et à notre vaste savoir-faire dans le domaine du moulage sous haute pression, nous sommes en mesure de fournir à nos clients les meilleures solutions d’outillage possibles. Nous les accompagnons tout au long d’un processus de consultation approfondi afin de mettre au point la solution la mieux adaptée à chaque application, en utilisant des outils de pointe pour piloter le processus de fabrication, de la conception initiale jusqu’aux pièces fonctionnelles. Si nécessaire, nos experts en moulage sous haute pression peuvent vous aider à repenser la conception des outils afin de répondre aux exigences précises de chaque application.
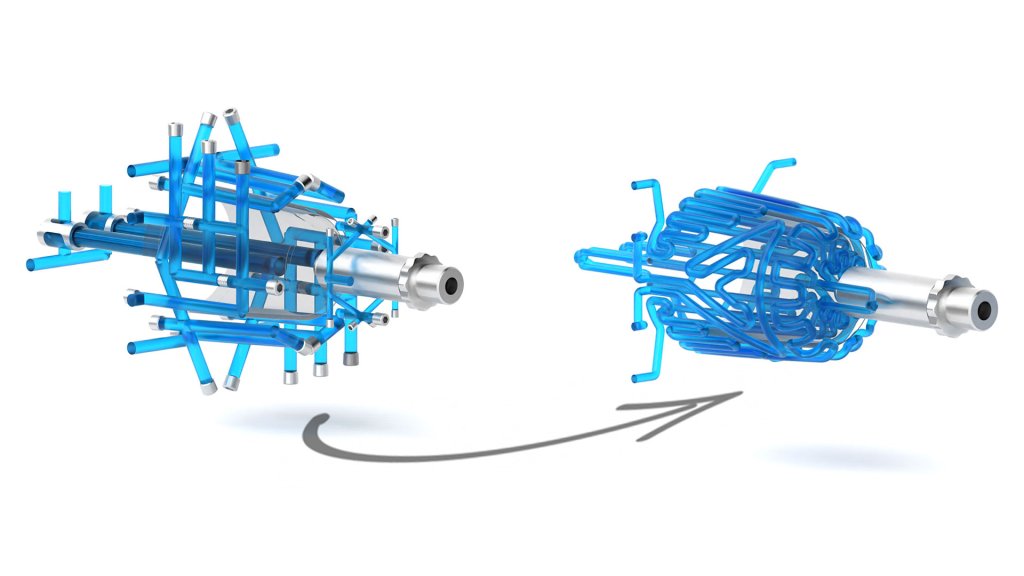
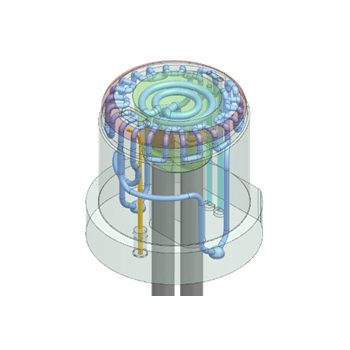
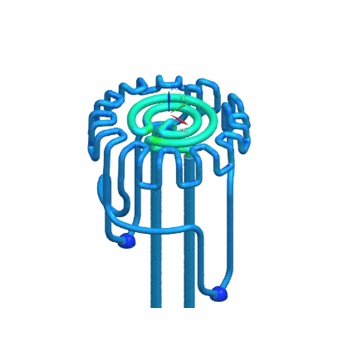
Notre approche de conception des canaux de refroidissement, fondée sur les données, analyse les paramètres de traitement et les charges mécaniques afin de créer des modèles informatiques détaillés et des simulations de processus. Cette méthode d’optimisation de la gestion thermique est essentielle pour trouver le juste équilibre entre un refroidissement efficace et les performances mécaniques de l’outil.
Ce procédé va bien au-delà de la conception classique des canaux de refroidissement conformes. Nous maîtrisons parfaitement le moulage sous haute pression.
L’analyse des défaillances et la simulation des processus constituent des compétences clés. Grâce à notre savoir-faire en matière de conception et de fabrication additive, nous acquérons une compréhension approfondie non seulement des défis à relever, mais aussi de la manière d’optimiser au mieux chaque pièce afin de répondre aux exigences de performance du client. Une gestion thermique associée à une conception des canaux optimisée en termes de contraintes est essentielle pour la qualité de la coulée et la durée de vie du moule.
Nous garantissons une qualité, une fiabilité et une cohérence optimales en gérant chaque étape de la chaîne de valeur, de la production de la poudre à la livraison de la pièce finie. Qu’il s’agisse d’un composant unique ou d’une production en série, nos systèmes de qualité internes garantissent que vos exigences sont toujours respectées. Grâce à des outils de pointe, nous améliorons et perfectionnons sans cesse nos procédés d’impression. Les plans d’expériences, le contrôle statistique des processus et la surveillance des processus constituent les fondements de notre méthodologie. Les efforts d’innovation constants de nos équipes chargées de la fabrication additive et des matériaux garantissent des propriétés matérielles supérieures pour les applications les plus exigeantes. Nos clients peuvent ainsi mettre ces pièces en service en toute confiance.
Nous comprenons les interactions complexes entre le laser et le matériau. Grâce à cette expertise approfondie en matière de fabrication additive et de moulage sous haute pression, nos clients peuvent apporter une valeur ajoutée à leur activité et bénéficier d’un avantage concurrentiel.
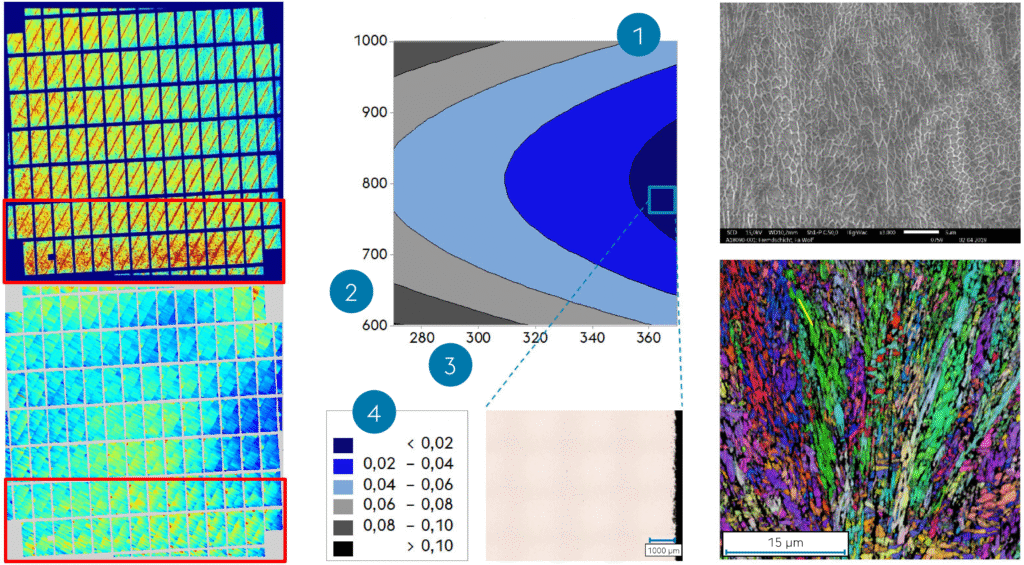
Détails de l’image :
1. Courbes de niveau de la porosité [section XZ]
2. Vitesse de balayage Vs [mm/s]
3. Puissance laser PL [W]
4. Porosité XZ
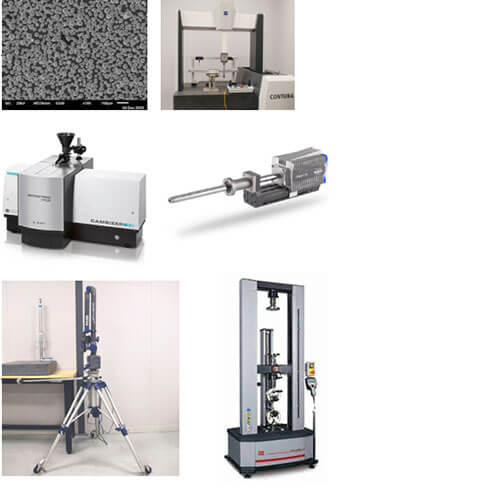
Image de gauche : Objectif d’optimisation « zone de construction » détecté par la surveillance du processus à l’aide des paramètres EQSTATE Exposure OT (en haut) et EQSTATE meltPool (en bas).
Image du milieu : Plan d’expérience pour l’optimisation des paramètres à l’aide d’une carte de contours de la surface de réponse pour la porosité (en haut) et l’échantillon métallographique correspondant après optimisation (en bas).
Image de droite : Microstructure d’un acier de type H13 fabriqué par impression 3D, analysée par MEB (en haut) et EBSD (en bas)
Grâce à notre longue expérience dans le développement de matériaux destinés à l’industrie de la fonderie sous pression, nous garantissons que les poudres que nous utilisons sont de la plus haute qualité et assurent une durée de vie prolongée des outils.
‑‑Uddeholm Dievar® pour la fabrication additive est un acier à outils haute‑performance pour le travail à chaud à base de chrome-molybdène-vanadium qui offre une très bonne résistance à au faïençage, à la fissuration, à l’usure à chaud et à la déformation plastique. Quel que soit le mécanisme de rupture prédominant, l’Uddeholm Dievar® pour la fabrication additive offre la possibilité d’améliorer considérablement la durée de vie des matrices, ce qui se traduit par une meilleure rentabilité de l’outillage.
En bref :
BÖHLER W360 AMPO est notre nuance haut de gamme destinée aux applications de moulage sous haute pression. Cette nuance exclusive a été conçue pour offrir des performances supérieures à celles de nombreux aciers à outils traditionnels, tels que le 1.2709 (Maraging 300), le 1.2343 ESR (H11) et le 1.2344 ESR (H13).
En bref :
Résultats de la simulation
Notre assistance ne s’arrête pas à la livraison des inserts fabriqués par impression 3D : elle va bien au-delà. Tout outil a une durée de vie limitée et finira par tomber en panne. Nous analysons et examinons les outils défectueux afin d’en déterminer le mécanisme de défaillance. Par exemple, une fissure peut avoir de nombreuses causes différentes. Ce n’est qu’en identifiant la cause que nous pourrons prendre les mesures nécessaires pour prolonger la durée de vie et éviter que le problème ne se reproduise.
Exemple :
Fissures dues à une conception inadéquate des canaux, résultant du non-respect des exigences du client.
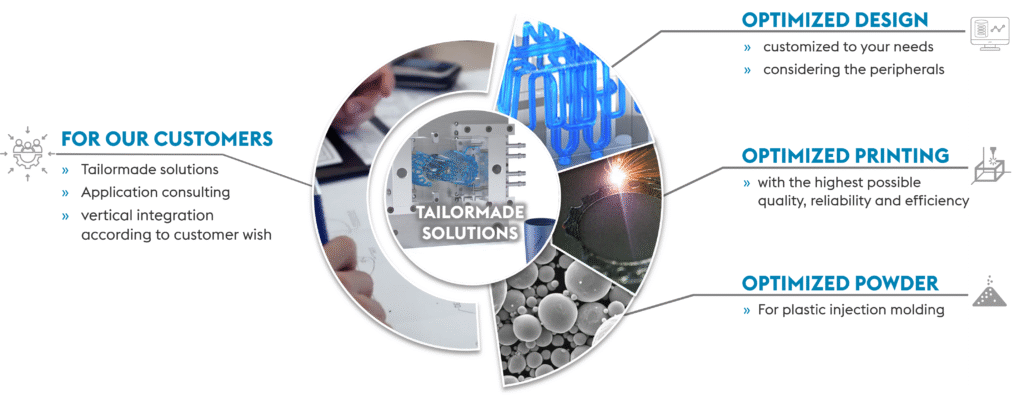
Conception optimisée. Impression optimisée. Poudre optimisée. Conçu spécialement pour vous !
Notre approche en trois volets de la fabrication additive permet d’obtenir systématiquement des gains de performance significatifs pour les applications d’outillage de moulage sous pression. Grâce à nos solutions, nous réduisons le coût total de possession par pièce produite et optimisons le taux de disponibilité (OEE) des fonderies en diminuant le taux de rebut, en augmentant la productivité et en prolongeant la durée de vie des équipements. Cela comprend une large gamme de produits techniques voestalpine, tels que des inserts, des broches, des distributeurs, des bagues de distribution, etc. Découvrez ci-dessous nos produits techniques destinés l’injection aluminium/zamac.
En tant que leader mondial dans les domaines de l’acier et des technologies, nous proposons une gamme complète de techniques de production et de services tout au long de la chaîne de valeur, soutenant et stimulant l’innovation et le développement grâce à notre longue expérience dans le domaine des matériaux et des procédés. De la mise au point des alliages et de la production de poudres métalliques à la conception et à la fabrication, en passant par le post-traitement. Nous proposons des solutions complètes visant à réduire le gaspillage et à limiter les risques au sein de la chaîne d’approvisionnement, avec pour objectif de devenir votre partenaire commercial de confiance. Nous proposons des solutions sur mesure, de la conception à la fabrication des composants.





Découvrez notre gamme complète de produits techniques destinés à la fonderie sous pression — cliquez ci-dessous pour en savoir plus.
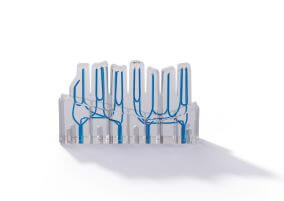
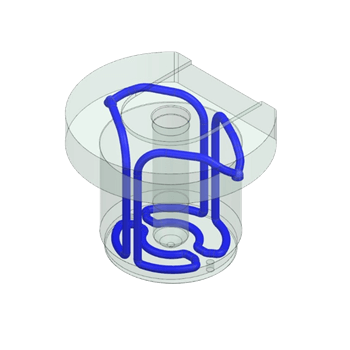
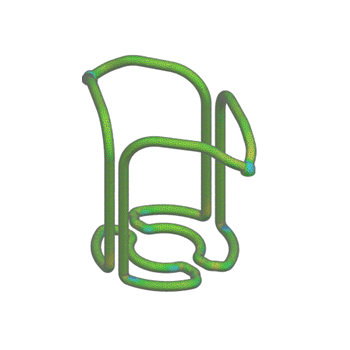
Grâce au refroidissement conforme, nous accélérons considérablement la production en réduisant le temps de refroidissement, tout en garantissant une qualité élevée, stable et constante des pièces en plastique. Cet engagement en faveur de l’amélioration des performances s’appuie sur plusieurs décennies d’expérience en tant que leader mondial reconnu dans la fabrication et la fourniture d’acier à outils. Cette expérience nous permet de bien comprendre les défis auxquels sont confrontés nos clients dans le secteur du moulage par injection plastique (PIM). La proximité avec le client et l’expertise technique sont des facteurs essentiels pour développer des solutions efficaces en collaboration avec nos partenaires.
Notre souci du détail va bien au-delà de la conception des outils. Nos experts en fabrication additive mettent au point des paramètres d’impression spécialement optimisés pour notre gamme de matériaux PIM haute performance, offrant ainsi des solutions uniques qui garantissent des résultats exceptionnels.
Des outils uniques exigent des solutions uniques. En collaborant étroitement avec nos clients et en tirant parti de notre savoir-faire de pointe en matière de fabrication additive et de matériaux, nous créons des solutions de fabrication additive sur mesure, optimisées pour le PIM.
Votre partenaire de confiance en matière d’AM.
Grâce à notre expertise en AM et à notre vaste savoir-faire en matière d’injection plastique, nous sommes en mesure de proposer à nos clients les meilleures solutions d’outillage possibles. Nous les accompagnons tout au long d’un processus de consultation approfondi afin de mettre au point la solution la mieux adaptée à chaque application, en utilisant des outils de pointe pour soutenir le processus de fabrication, de la conception initiale jusqu’aux pièces fonctionnelles. Si nécessaire, nos experts en injection plastique vous aident à repenser les outils afin qu’ils répondent précisément aux besoins de chaque application.
Notre approche de conception des canaux de refroidissement, fondée sur les données, analyse les paramètres de traitement et les charges mécaniques afin de créer des modèles informatiques détaillés et des simulations de processus. Cette méthode d’optimisation de la gestion thermique est essentielle pour trouver le juste équilibre entre un refroidissement efficace et les performances mécaniques de l’outil.
Ce procédé va bien au-delà de la conception standard des canaux de refroidissement conformes. Nous maîtrisons l’injection.
L’analyse des défaillances et la simulation des processus constituent des compétences clés. Grâce à notre savoir-faire en matière de conception et de fabrication par impression 3D, nous acquérons une compréhension approfondie non seulement des défis à relever, mais aussi de la meilleure façon d’optimiser chaque pièce afin de répondre aux exigences de performance du client.
Nous garantissons une qualité, une fiabilité et une cohérence optimales en gérant chaque étape de la chaîne de valeur, de la production de la poudre à la livraison de la pièce finie. Qu’il s’agisse d’un composant unique ou d’une production en série, nos systèmes de qualité internes garantissent que vos exigences sont toujours respectées. Grâce à des outils de pointe, nous améliorons et perfectionnons sans cesse nos procédés d’impression. Les plans d’expériences, le contrôle statistique des processus et la surveillance des processus constituent les fondements de notre méthodologie. Grâce à l’innovation constante de nos équipes spécialisées dans la fabrication additive et les matériaux, nous garantissons des propriétés matérielles exceptionnelles pour les applications les plus exigeantes, ainsi que la meilleure qualité de surface possible avec la fabrication additive. Nos clients peuvent ainsi mettre ces pièces en service en toute confiance.
Nous comprenons les interactions complexes entre le laser et le matériau. Grâce à cette expertise approfondie en matière de fabrication additive et de gestion des informations sur les produits, nos clients peuvent apporter une valeur ajoutée à leur activité et acquérir un avantage concurrentiel.
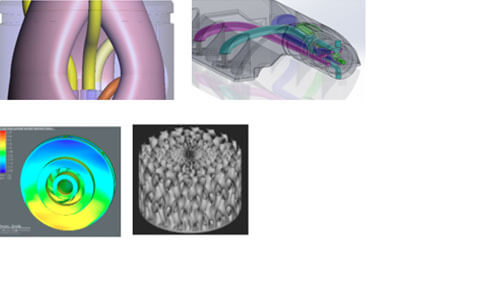
Détails de l’image :
1. Courbes de niveau de la porosité [section XZ]
2. Vitesse de balayage Vs [mm/s]
3. Puissance laser PL [W]
4. Porosité XZ
Image de gauche : Optimisation de la zone d’impression par la surveillance des paramètres EQSTATE Exposure OT (en haut) et EQSTATE meltPool (en bas)
Image du milieu : Plan d’expériences pour l’optimisation des paramètres à l’aide d’une courbe de niveau de la surface de réponse pour la porosité (en haut) et l’échantillon métallographique correspondant après optimisation (en bas)
Image de droite : Microstructure d’un acier de type H13 fabriqué par impression 3D, analysée par MEB (en haut) et EBSD (en bas)
Nous avons la poudre qu’il vous faut pour votre application exigeante.
| Niveau | Dureté pouvant être atteinte | Résistance à la corrosion | Résistance à l’usure | Polissabilité | Résilience (Charpy V) |
|---|---|---|---|---|---|
| 52 HRC | ★★★ | ★★★ | ★★★ | / |
Uddeholm Corrax® pour la fabrication additive | 50 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
Uddeholm Tyrax® pour la fabrication additive | 551 (58) HRC | ★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
BÖHLER M789 AMPO | 52 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
1trempe directe, ²matériau de référence
| Niveau | Dureté pouvant être atteinte | Résistance à la corrosion | Résistance à l’usure | Polissabilité | Résilience (Charpy V) |
|---|---|---|---|---|---|
| 53 HRC | / | ★★★ | ★★★★★ | / |
BÖHLER W722 AMPO (~1.2709) | 54 HRC | / | ★★★ | ★★★★ | / |
Uddeholm Dievar® pour la fabrication additive | 48 HRC | / | ★★★ | ★★★★★ | ★★★★★ |
BÖHLER W360 AMPO | 57 HRC | / | ★★★★★ | ★★★★ | ★★★ |
En tant que leader mondial dans les domaines de l’acier et des technologies, nous proposons une gamme complète de techniques de production et de services couvrant l’ensemble de la chaîne de valeur, et nous stimulons l’innovation et le développement grâce à plusieurs décennies d’expertise dans les matériaux et les procédés de transformation. Du développement d’alliages et de la production de poudres métalliques à la conception, la fabrication et le post-traitement, nous proposons des solutions complètes qui réduisent les déchets et atténuent les risques liés à la chaîne d’approvisionnement, dans le but d’être votre partenaire commercial de confiance et fiable.
Nous proposons des solutions sur mesure, de la conception à la fabrication des composants.


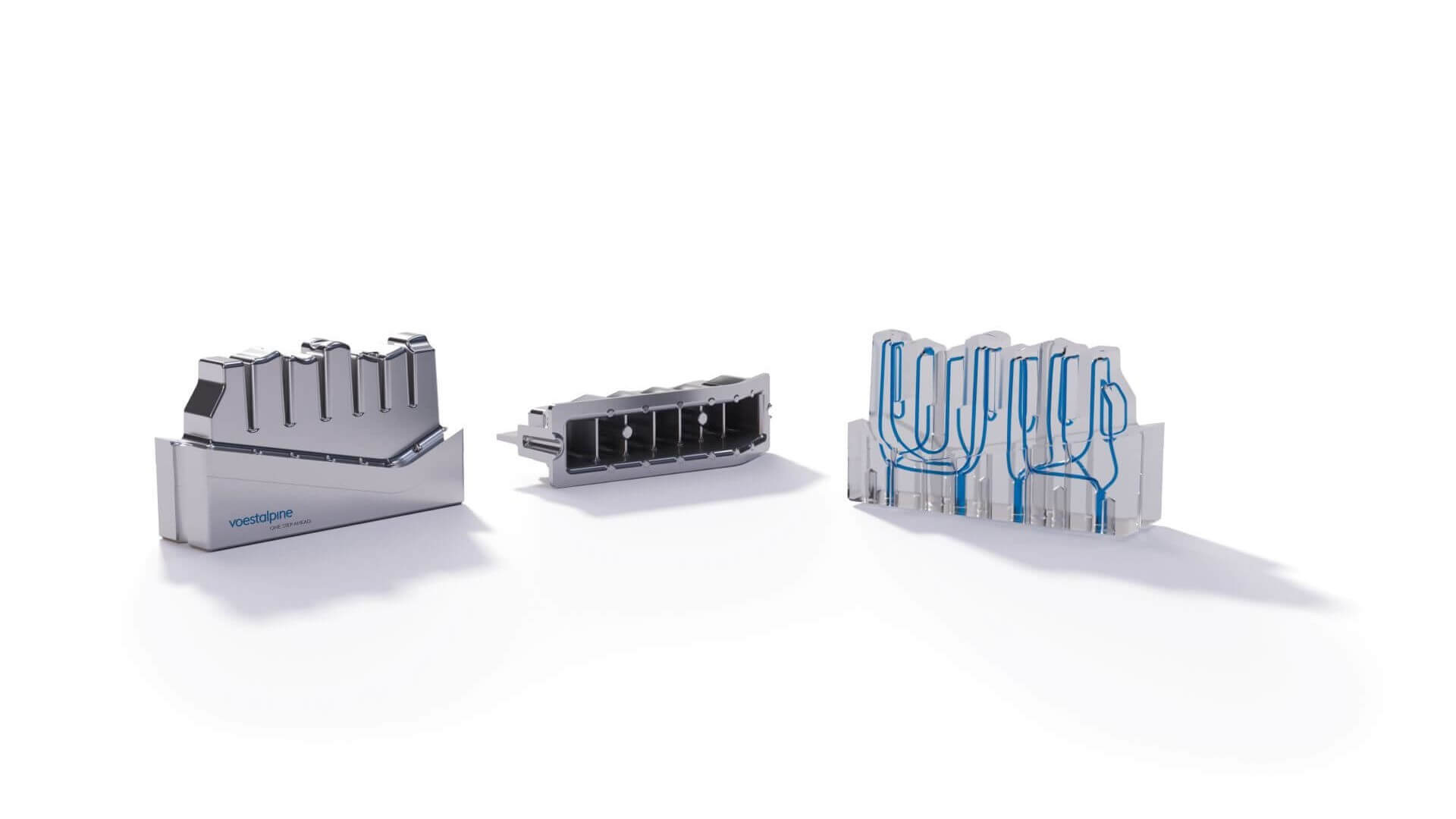
Notre approche en trois volets de la fabrication additive apporte systématiquement des améliorations significatives en termes de performances aux clients de la plasturgie dans un large éventail d’applications d’outillage, notamment les inserts, les coulisseaux, les filtres et les mélangeurs.
CONCEPTION OPTIMISÉE. IMPRESSION OPTIMISÉE. POUDRE OPTIMISÉE. CONÇU POUR VOUS.
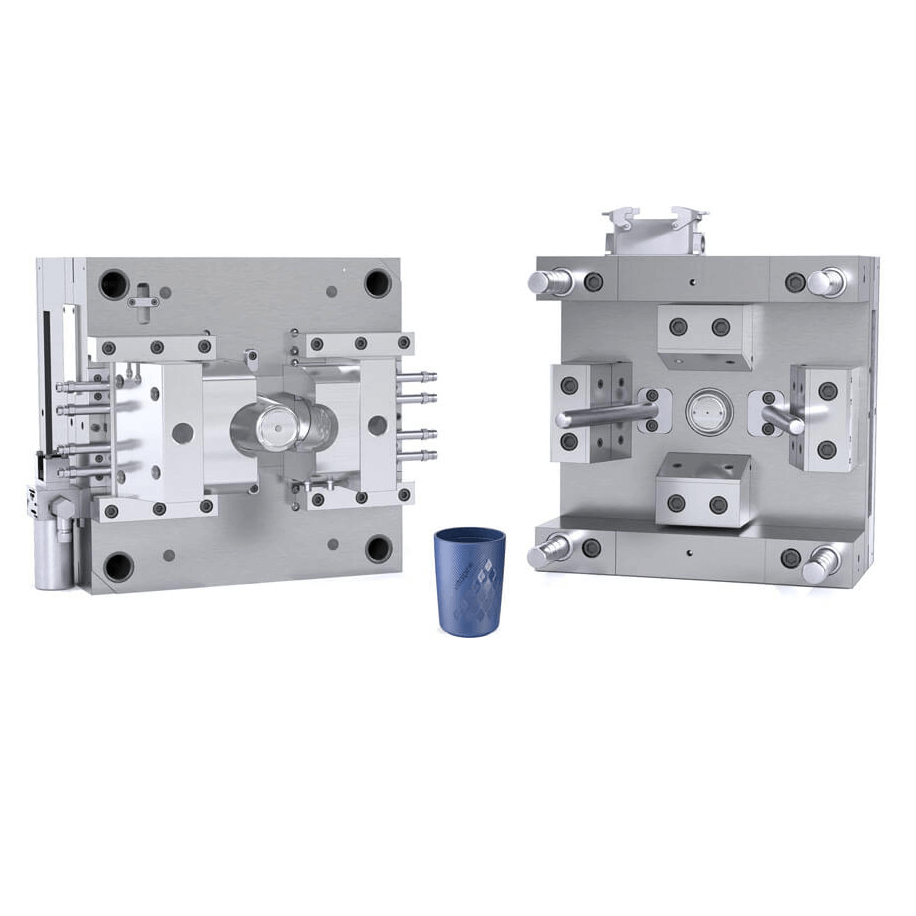
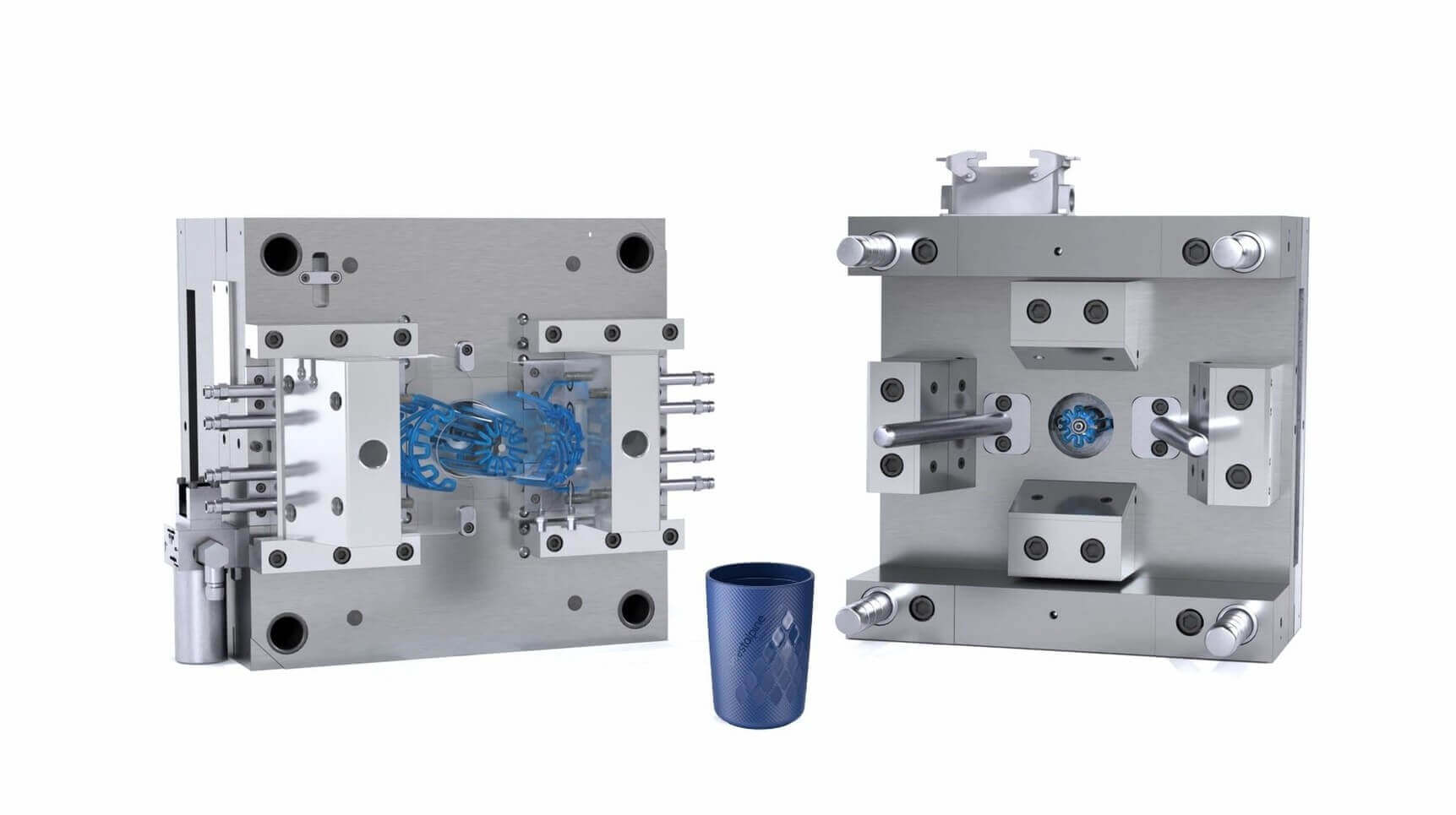
Découvrez comment les fabricants d’outils, les spécialistes du moulage par injection et les équipementiers tirent parti de notre chaîne de valeur complète, qui allie une technologie de pointe et une expertise en matière de matériaux, pour concevoir des produits innovants et optimiser la rentabilité de leur production.
Le cas d’utilisation des moules de tasses à café voestalpine illustre ce qu’il est possible de réaliser lorsque l’innovation, la collaboration et la technologie s’associent pour repousser les limites de la conception des moules et des pièces.
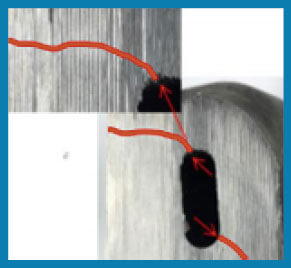
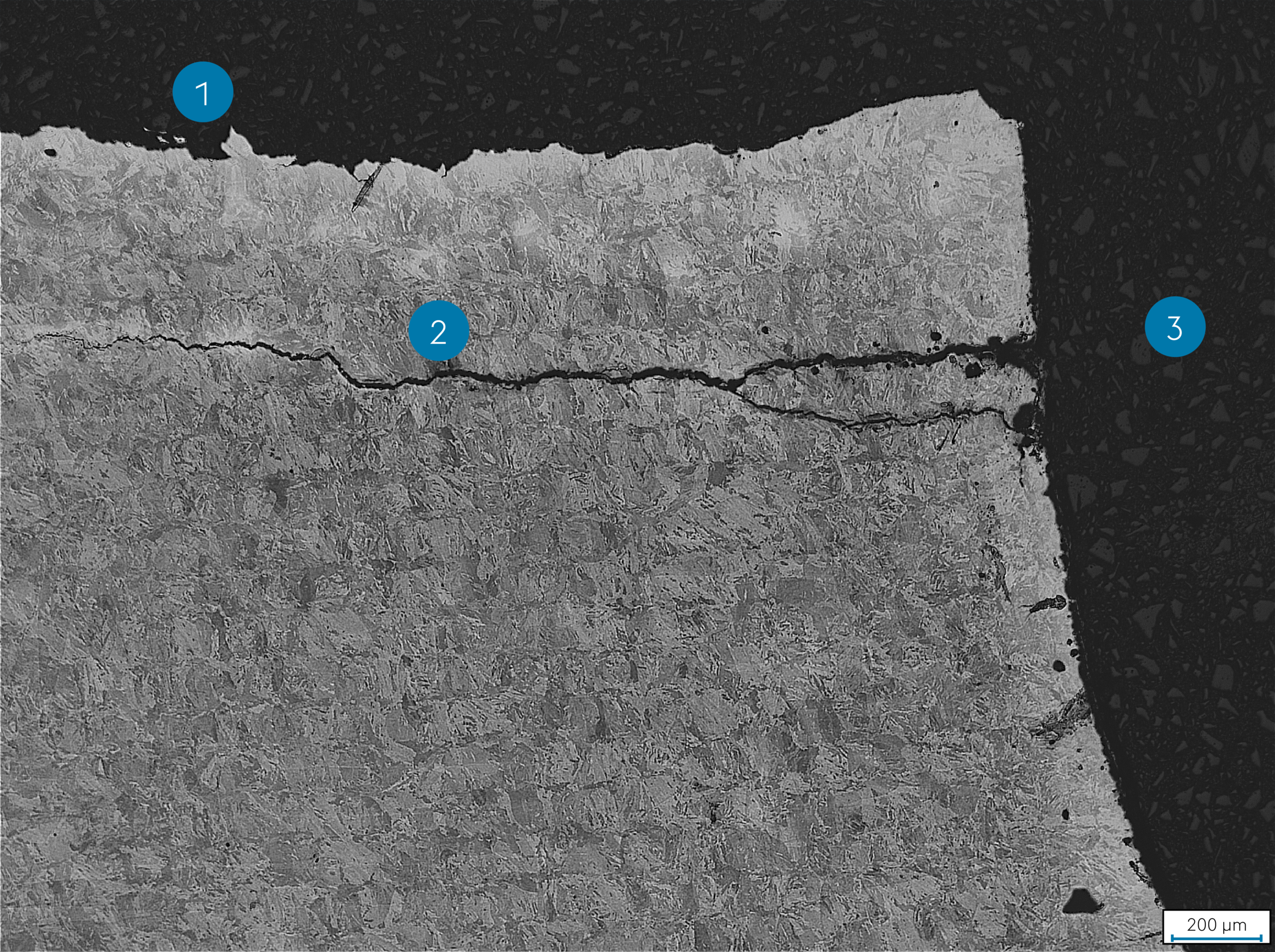
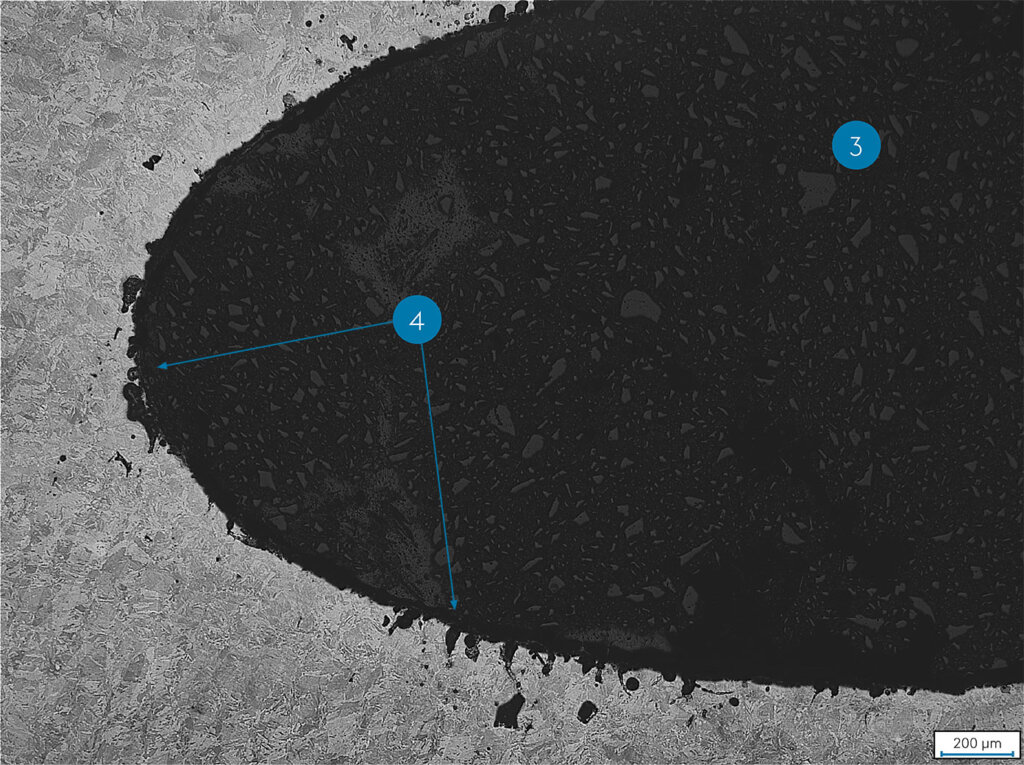
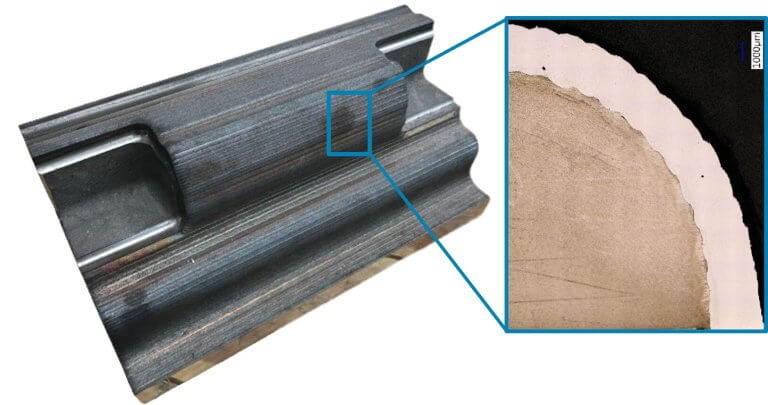
Notre assistance ne s’arrête pas à la livraison des inserts fabriqués par impression 3D : elle va bien au-delà. Tout outil a une durée de vie limitée et finira par tomber en panne. Nous analysons et examinons les outils défectueux afin d’en déterminer le mécanisme de défaillance. Par exemple, une fissure peut avoir de nombreuses causes différentes. Ce n’est qu’en identifiant la cause que nous pourrons prendre les mesures nécessaires pour prolonger la durée de vie et éviter que le problème ne se reproduise.
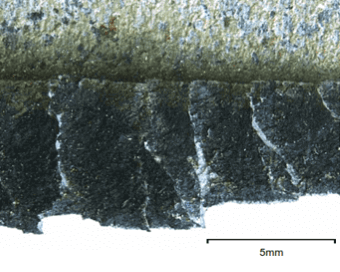
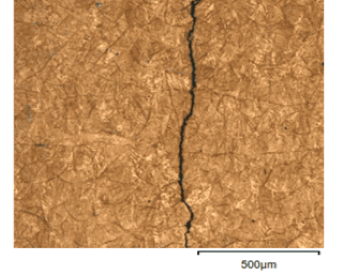
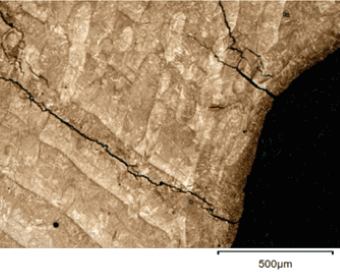
Exemple : fissures dues à la corrosion
En haut : Zone de fracture et fissures additionnelles (vue longitudinale ; image obtenue au microscope optique)
En bas : image au microscope optique montrant plusieurs attaques de corrosion en coupe transversale
Détails de l’image :
Découvrez notre gamme complète de produits techniques destinés au moulage par injection plastique — cliquez ci-dessous pour en savoir plus.

Andreas Bartling
Conseiller technique en applications
Phone: +49 160-3889157
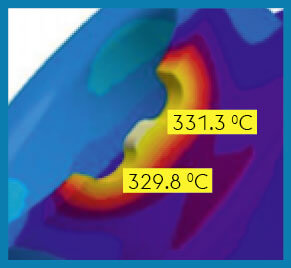
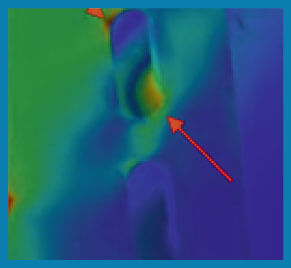
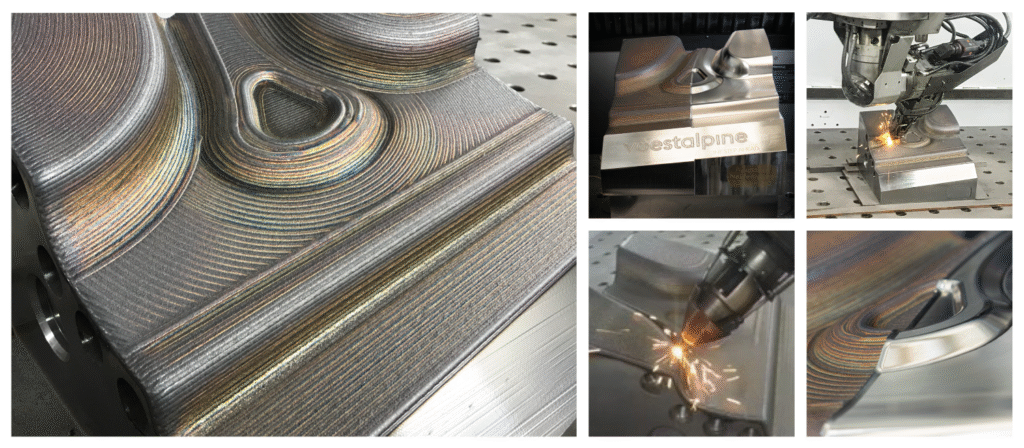
Les outils thermorégulés destinés au durcissement par emboutissage direct de tôles à haute résistance sont soumis à un ensemble complexe de contraintes. L’usure par abrasion, en particulier au niveau des rayons extérieurs, réduit le contact entre la tôle et l’outil et, par conséquent, nuit au transfert de chaleur. Cela conduit finalement au rebut de pièces en raison d’écarts dimensionnels dus au retour élastique de la tôle.
De plus, les matériaux utilisés pour ces outils doivent présenter une grande résistance aux contraintes thermiques cycliques afin d’éviter l’apparition de fissures en surface. Comme les tôles trempées à froid sont généralement revêtues d’AlSi, une usure par adhérence se produit également, ce qui nécessite des cycles réguliers de polissage manuel. Ces mécanismes d’usure interagissent souvent les uns avec les autres.
Pour répondre à ces exigences élevées, on utilise généralement des matériaux spéciaux présentant une dureté d’environ 58 HRC. Cependant, leur ductilité relativement faible augmente le risque de fissures provenant des canaux de refroidissement, ce qui entraîne généralement une défaillance totale de l’outil.
Une solution efficace à ces problèmes consiste à utiliser des segments d’outils revêtus par dépôt de métal au laser pour le durcissement par compression
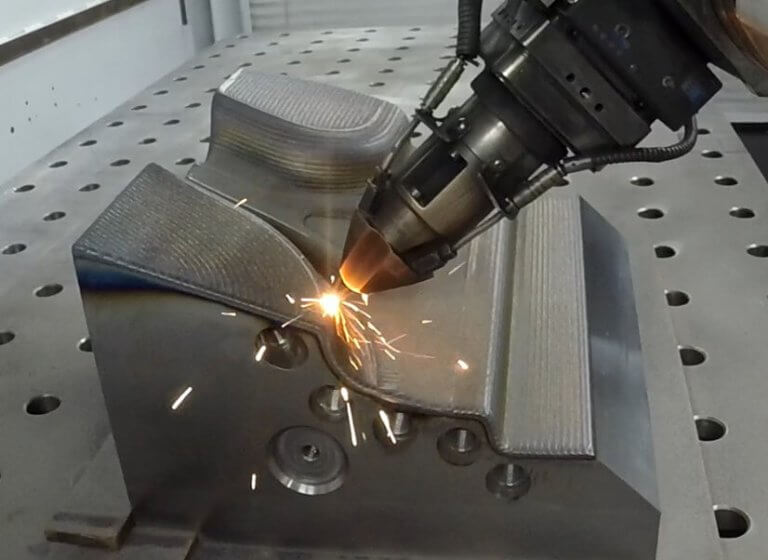
Nous proposons des revêtements en acier pour travaux à chaud sur mesure, conçus pour répondre aux exigences les plus strictes en matière d’outils à refroidissement actif.
Cette combinaison sophistiquée garantit durabilité, précision et fiabilité, ouvrant ainsi la voie à des avantages évidents en termes de performances et d’entretien.

Nous proposons des services complets de fabrication additive, de la conception à la commercialisation. Une présence mondiale en Amérique du Nord, en Europe et en Asie

Böhler Powder : Cliquez ici
Böhler Welding : Cliquez ici
Grâce à une technologie de numérisation de pointe, nous transformons des pièces existantes en modèles CAO 3D précis et créons des « passeports numériques » destinés à l’entreposage intelligent, ce qui permet de réduire les coûts et les délais de livraison. En choisissant la méthode de fabrication la plus adaptée et en agissant rapidement, nous assurons la continuité de votre production sans aucun retard.

Une expertise en conception AM, assistée par un logiciel de simulation, afin de garantir
une impression réussie, en proposant des conseils en conception aux équipes du client
.
Accompagnement du client dans la conception pour la fabrication additive (unification des pièces,
optimisation topologique, minimisation de l’utilisation des matériaux et des structures de support) de
la fabrication conventionnelle à la FA pour des composants tels que les moteurs de fond de puits, les câbles de fond, les pompes,
les boîtiers de capteurs, les buses, les roues, les échangeurs, et bien plus encore.

Systèmes de gestion de la qualité :
Contrôle des matières premières sous forme de poudre, notamment l’analyse chimique, la densité de la poudre,
la fluidité, la distribution granulométrique, la morphologie et l’humidité.
Analyses métallurgiques et essais mécaniques, tels que les analyses chimiques,
la densité, la microstructure, la caractérisation de la rugosité de surface, les essais de traction,
les essais de choc et les essais de dureté.
Contrôles non destructifs : CND de surface par ressuage
(LPT), CND volumétrique par tomodensitométrie (CT) ou radiographie (RT).
Contrôle dimensionnel : numérisation 3D avec FaroArm, machine à mesurer tridimensionnelle CONTURA 7.
Veuillez remplir ce formulaire de contact pour obtenir plus d’informations.
Les champs marqués d’un astérisque (*) sont obligatoires :
