
SUBLIME®
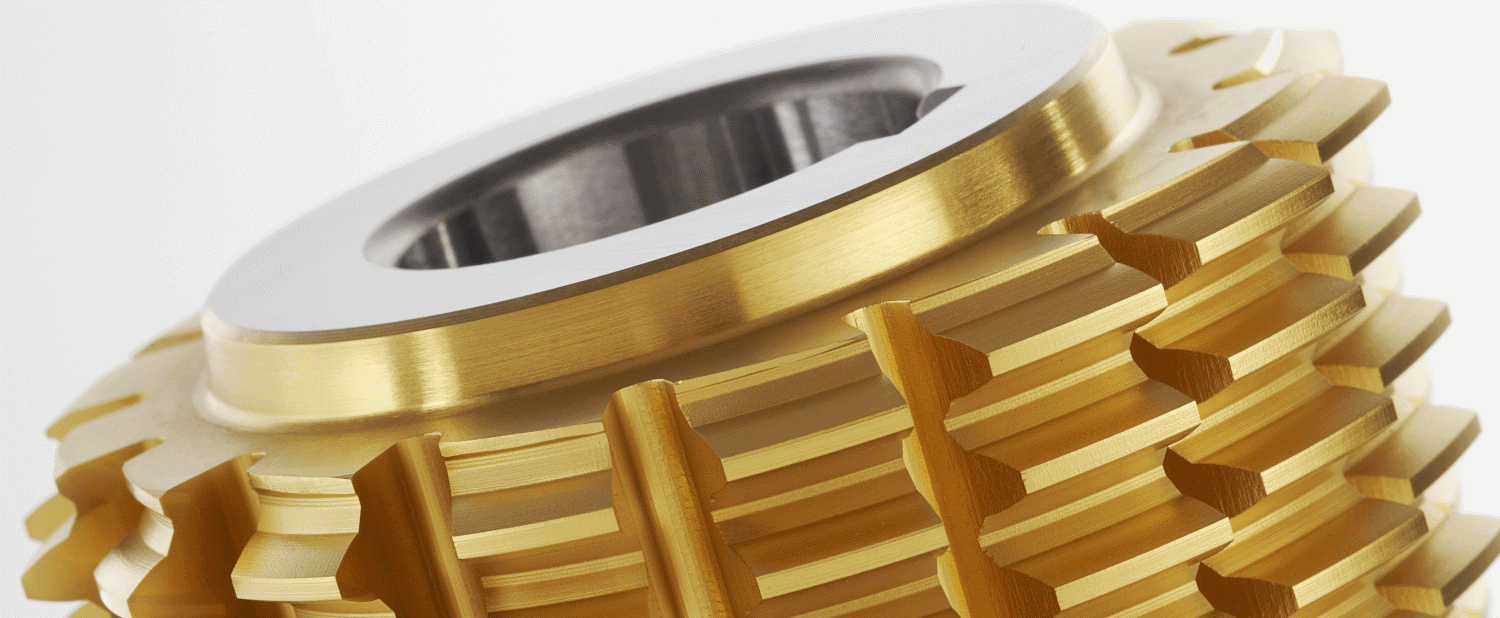
Le revêtement qui redéfini les durées de vie des outils de taillage d’engrenages
Revêtements PVD
Revêtements CVD
CROSAL®-plus (AlCrN)
TiN-ultrafine

Revêtements Ultrafine
eifeler France – Revêtement – PVD
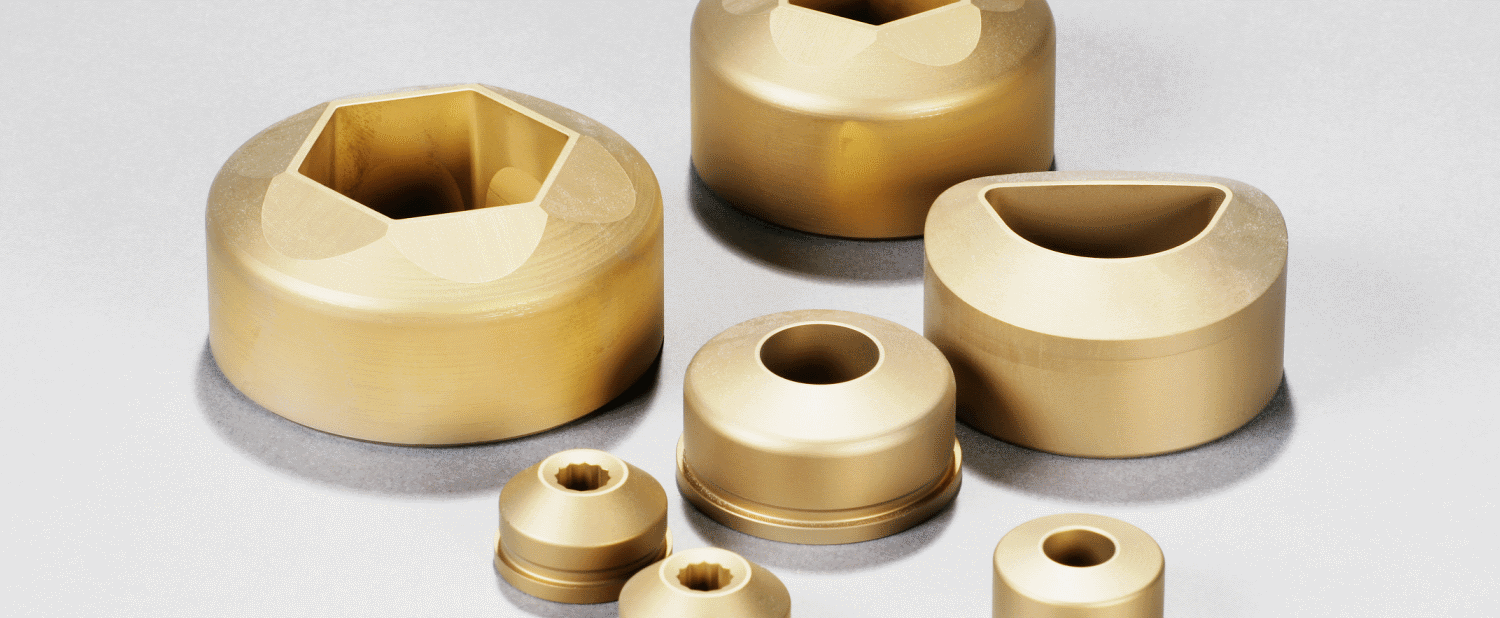
En tant que spécialiste des revêtements de surface, eifeler France propose plus de 20 références de revêtement PVD uniques. Nous nous efforçons de développer constamment de nouveaux produits de qualité supérieure pour fournir à nos Clients les meilleures solutions de revêtement pour leurs outils et composants. Le revêtement PVD (Physical Vapor Deposition) peut être réalisé en tant que dernière étape dans la fabrication d’outils sans perte de dureté, ni déformation ni influence sur la microstructure du substrat.
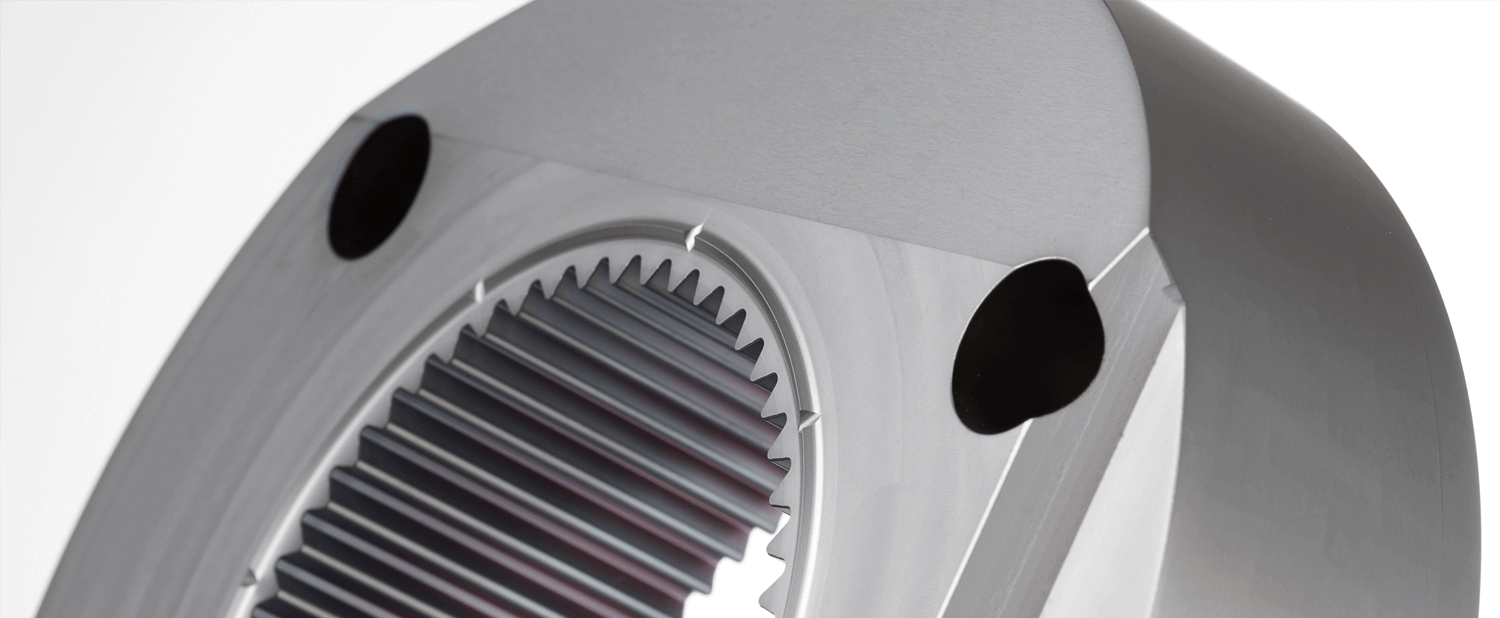
Le procédé PVD produit des couches très dures. L’épaisseur de la couche peut être contrôlée avec précision et est également très mince (de l’ordre de 4μm et moins).
Cela entraîne les avantages suivants :
- Aucune influence sur la microstructure avec une sélection de matériau appropriée
- Combinaison possible avec des couches réduisant le frottement
- Structure de couche variable (nanostructures, multicouches, monocouches)
- Décapage chimique et mécanique possibles
- Aucune perte de dureté
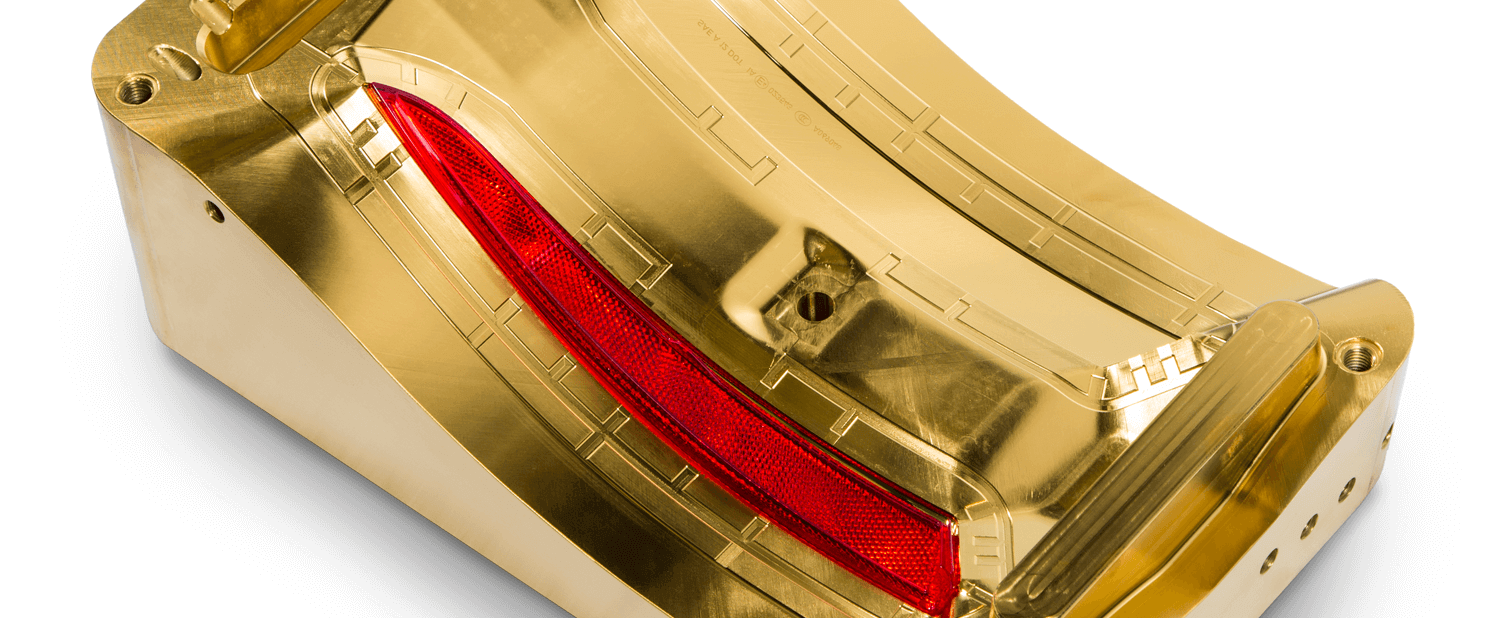
En conséquence, les revêtements PVD sont utilisés pour les applications d’usinage par enlèvement de copeaux,, le formage des métaux et également pour la fabrication de moules plastique.
N’hésitez pas à nous contacter, nous sommes à votre disposition.
Vos Interlocuteurs
Nicolas Puthiot
Secteur Ouest – Allonnes (72)
Didier Wurmel
Secteur Est – Henriville (57)
Veuillez remplir ce formulaire de contact pour obtenir plus d’informations.
Les champs marqués d’un astérisque (*) sont obligatoires :