A hot tip in the field of hot forming
voestalpine offers highest-quality materials and technological expertise
Hot-formed steel components guarantee lighter weights, excellent crash performance and corrosion resistance in modern automotive design. In order to be able to offer the best solution to OEMs, it is essential to not only know what is being produced, but how it is produced. This is guaranteed by an optimum spectrum of materials and production technologies.
Economy efficiency as a final criterion.
Why does voestalpine offer different materials and production technologies? The best answer is because there are different component requirements and geometries. But that is not saying enough. The objective is to manufacture components with comparable properties (mechanical variables, joining techniques, surface characteristics etc.) under the most economical circumstances for the customer. This way we can offer the best solution to our customers and meet their own specifications while taking into account the number of components required throughout the respective component lifecycle. A great deal of experience with the materials and processes of the available technologies makes it possible for voestalpine specialists to support customers in selecting the most suitable production method while taking into consideration additional component properties such as dimensional accuracy, the integration of neighboring components or functional solutions.
Partners in every respect.
The experts at voestalpine will find the optimum solution for specified component requirements and will provide support in selecting the right material and production technology. They will also be happy to answer your questions about certifications, simulations and serial production. Being able to select from among several materials and production technologies is very beneficial to our customers.
Why different materials?
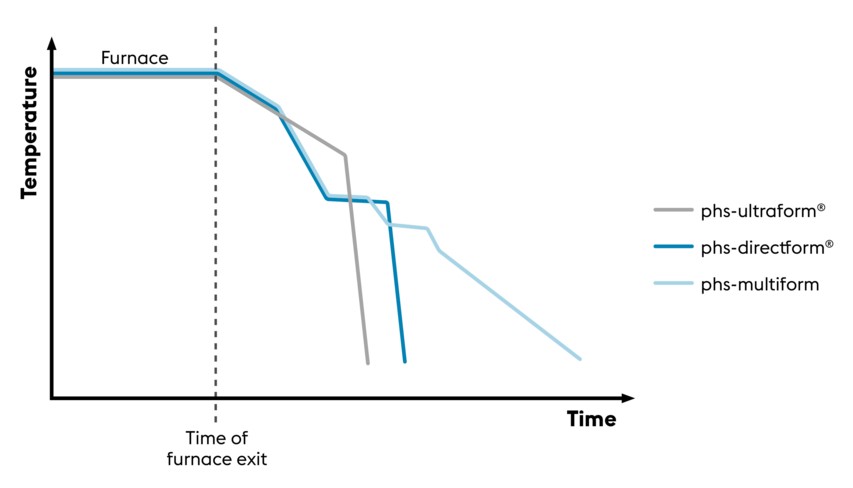
When hot-forming components, it is important to monitor the combination of time and temperature following extraction from the furnace and subsequent austenitization in order to achieve the desired component properties.
Following austenitization, a variety of different processes can be carried out depending on the hot-forming method. Each of these processes requires a different time-temperature curves. The conversion-delayed materials and different coating processes are adjusted accordingly and guarantee the desired strengths and corrosion protection.
The technologies offered by voestalpine are as follows:
phs-ultraform®—press-hardened components produced using indirect hot forming technology.
This production route is highly recommended for highly complex component geometries, large components and large lots. The components are mechanically cut during cold forming in the press and is much less costly than laser cutting of the hardened component. It is important to take such cost reductions into account when considering a second forming tool for cold forming and an additional process step. Boron steel (22MnB5) with zinc coating guarantees the highest corrosion protection, higher bending angles and thus improved crash performance. Tailored-property parts (TPP) allow the production of parts with varying strengths. Further information.
phs-directform® for press-hardened components produced using direct hot forming technology.
This world novelty developed by voestalpine simplifies process steps when compared to phs-ultraform® and is the most economical solution for complex components, even in small lots. The conversion-delayed material (20MnB8) guarantees a stable process window, even at lower forming temperatures and longer transfer times (pre-cooling). The zinc-iron coating guarantees quick heating in the furnace and is more robust during handling in the press-hardening process. Tailored-property parts can be manufactured using this technology as well. Further information.
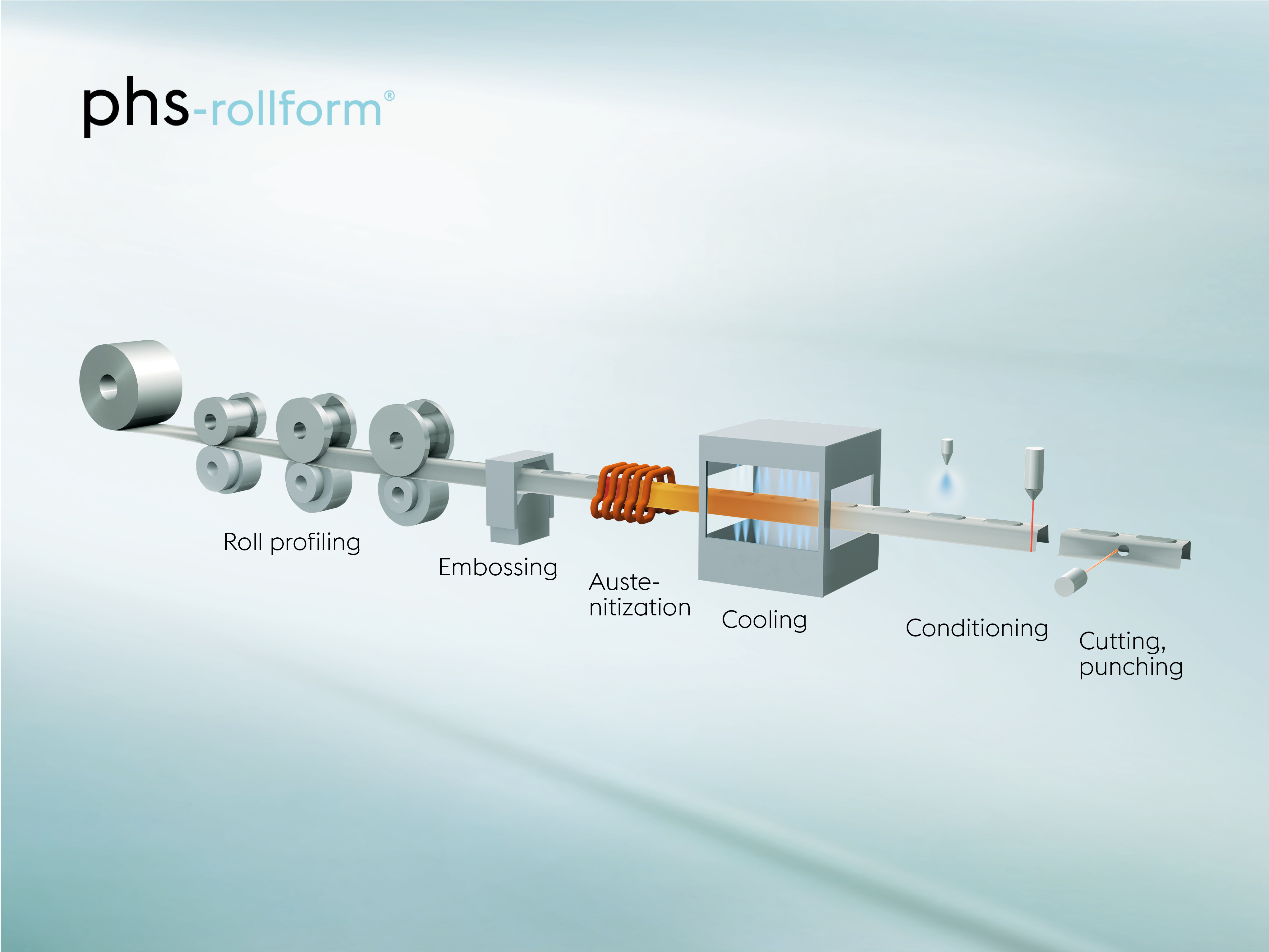
phs-rollform® for components made using roll-forming and press-hardening technologies.
This technology is a high-quality solution, particularly for components made from sections of differing lengths but with consistent cross sections. Tailored-property parts with strength variance in both longitudinal and transverse direction can be produced using this technology. 22MnB5 is used as a material in indirect hot forming during the roll-form hardening process. A zinc-iron coating is used to prevent running as a result of rapid heating. Mehr.
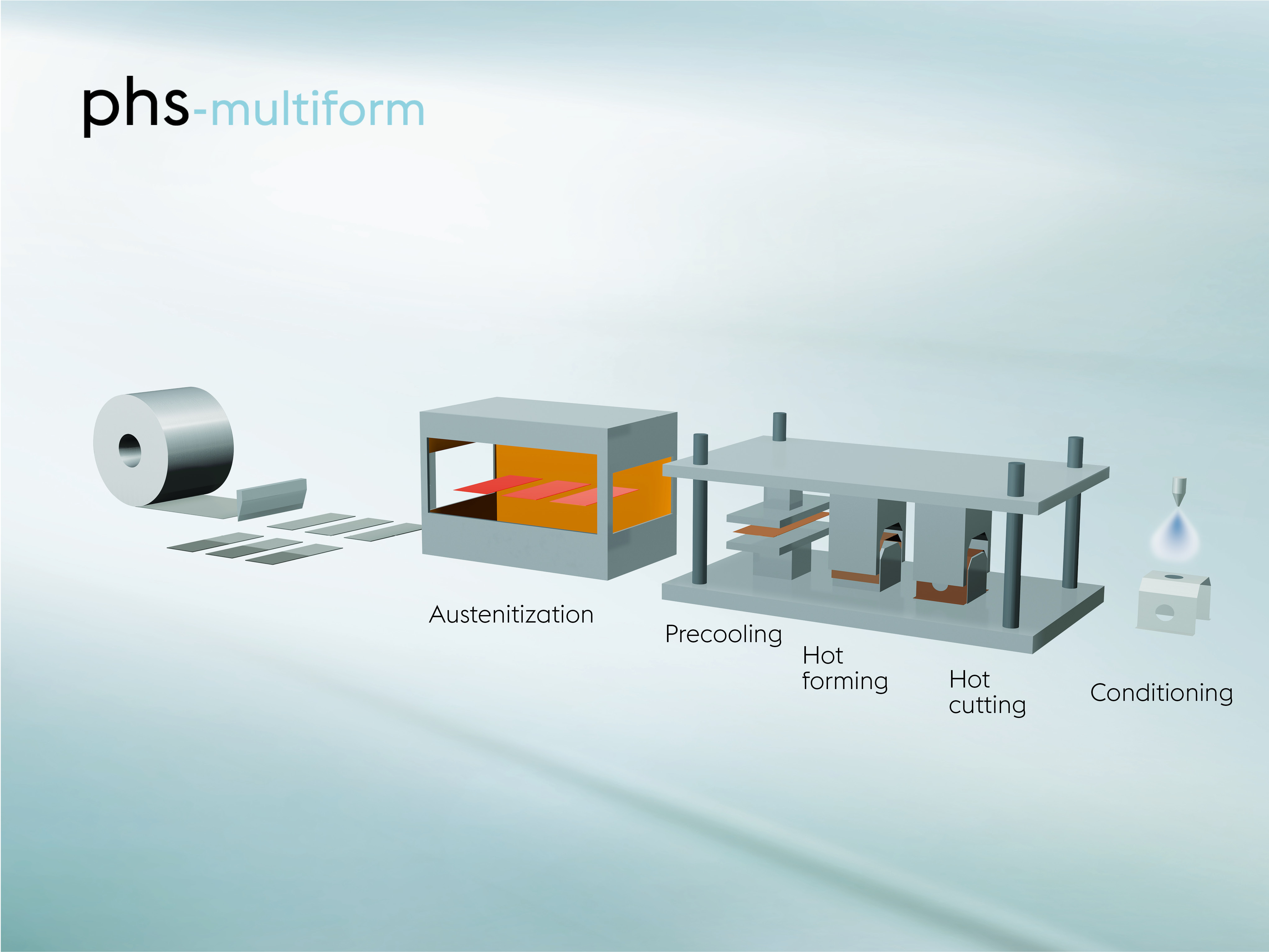
phs-multiform for a reduction in the number of process steps.
After the multi-step hot forming process, several process steps are carried out to save costs, including cutting in a transfer press. A highly conversion-delayed material (22MnCrB8-2 = phs-multiform) is used because of the slow air cooling process outside the tool. The zinc-iron coating allows quicker heating in the furnace and makes the material robust during handling in the press-hardening process. This component manufacturing technology is economical as a result of shorter cycle times achieved by being able to remove the components at higher temperatures and to perform cutting while the components are still in the press tool, making it possible to avoid expensive laser cutting. Limitations are to be taken into account with respect to geometric data, dimensions, other properties and processing as TPPs.