Experiencia en soldadura de fundición con UTP
En UTP, parte de la familia voestalpine Böhler Welding, ayudamos a los clientes de todo el mundo a soldar fundición con total confianza. Los componentes de fundición de hierro se utilizan ampliamente en la industria automotriz, la maquinaria y otros sectores industriales. Su estructura única hace que la soldadura sea un reto importante. ¡Descubre más sobre las soluciones que ofrecemos!
Para dar soporte a fabricantes, talleres de reparación y proveedores de servicios industriales, UTP ofrece una cartera completa de consumibles de soldadura diseñados específicamente para fundiciones grises (GJL), nodulares (GJS), vermiculares (GJV) y maleables, así como para uniones de hierro fundido con acero.
| FUNDICIÓN DE HIERRO | ||||
| FUNDICIÓN BLANCA (FUNDICIÓN MALEABLE) | HIERRO FUNDIDO GRIS | |||
| Fundición blanca DIN EN 1562 GJMW | Fundición negra DIN EN 1562 GJMB | Fundición nodular (fundición esferoidal) DIN EN 1563 GJS | Fundición laminar de grafito (fundición gris) DIN EN 1561 GJL | Fundición vermicular grafitada DIN EN 16079 GJV |
Nuestras soluciones están diseñadas para ofrecer la máxima resistencia a las fisuras, un aspecto de soldadura limpio y una excelente maquinabilidad.
Los desafíos de soldadura que resolvimos
El alto contenido de carbono del hierro fundido proporciona una excelente capacidad de fundición y amortiguación de vibraciones, pero también da como resultado:
- Baja resistencia a la tracción
- Ductilidad limitada
- Alta sensibilidad al estrés térmico
Por estos motivos, un control preciso del calor y el uso de metales de aporte especializados son esenciales, especialmente en entornos de reparación y producción.
Nuestro enfoque probado: tecnología de soldadura en frío.
UTP admite métodos de soldadura en frío para minimizar la carga térmica y prevenir el agrietamiento. Esto incluye:
- Cordones de soldadura cortos
- Baja temperatura entre pasos
- Entrada de calor controlada
- Martillado/golpeo para contrarrestar las tensiones de contracción.
Estas prácticas permiten realizar reparaciones seguras y fiables incluso en componentes viejos o frágiles.
Consumibles UTP para soldadura de hierro fundido
Electrodos de níquel-hierro
| UTP 83 FN | Alta tasa de deposición, formación de cordón uniforme, excelente maquinabilidad. |
| UTP 86 FN | Excelente humectación, arco estable, excepcional resistencia a las fisuras. |
| UTP 85 FN | Alta productividad para soldadura en construcción y producción. |
Electrodos de níquel puro
| UTP 8 | Ideal para fundición quebradiza o envejecida; también se recomienda como capa de imprimación antes de los electrodos de Ni-Fe. |
Opciones de alambres y alambres con núcleo fundente
| UTP A 8051 Ti | Alambre GMAW/GTAW fiable para fundición nodular y uniones mixtas. |
| UTP FNM4 G | Alambre tubular de aleación Fe-Ni para fundición y uniones de fundición con acero. |

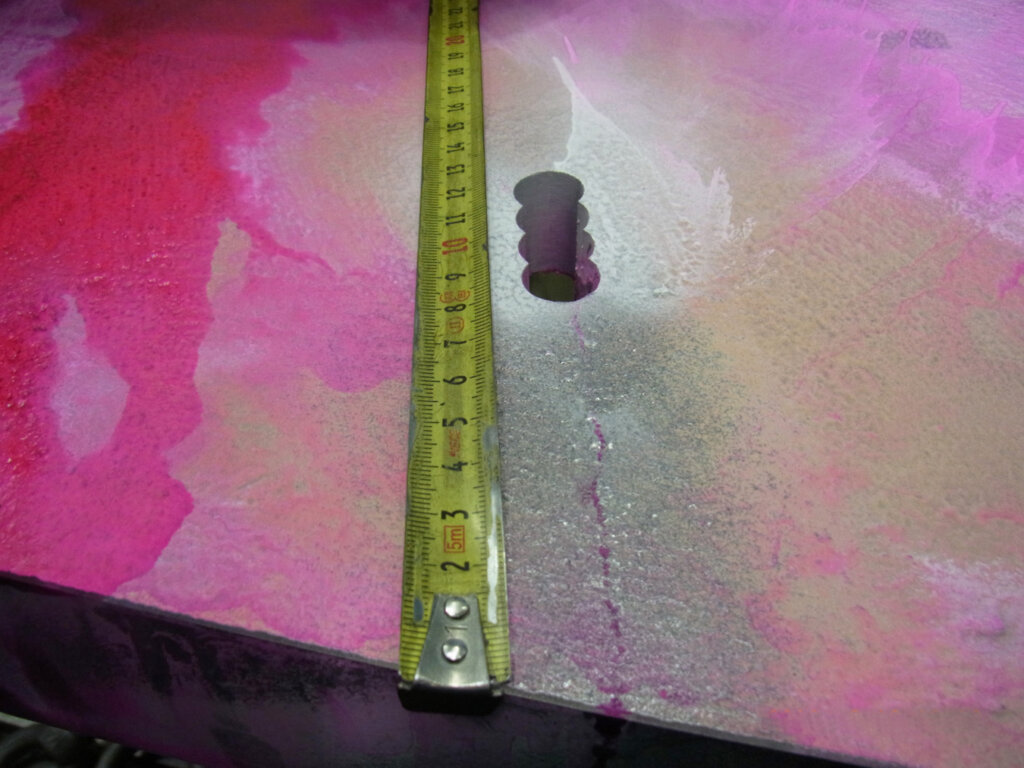
Caso práctico: Reparación de un componente fundido de 150 mm de espesor con una fisura de 80 mm.
Situación inicial
Un componente fundido de gran tamaño con un espesor de pared de 150 mm mostró:
- Una fisura por fatiga de 80 mm de profundidad
- El componente era fundamental para el proceso de producción.
- Una pieza de repuesto requería un plazo de entrega de 9 meses , lo que provocó un tiempo de inactividad severo.
Inicialmente, el fabricante creyó que dicha reparación sería imposible debido a la reputación de la fundición como material difícil de soldar. El riesgo de generación de fisuras y deformación es especialmente alto en componentes con grandes secciones transversales.
Soldadura de reparación in situ: la reparación completa se llevó a cabo con éxito en el lugar en un plazo de 5 días, restableciendo la funcionalidad total.
Procedimiento de reparación
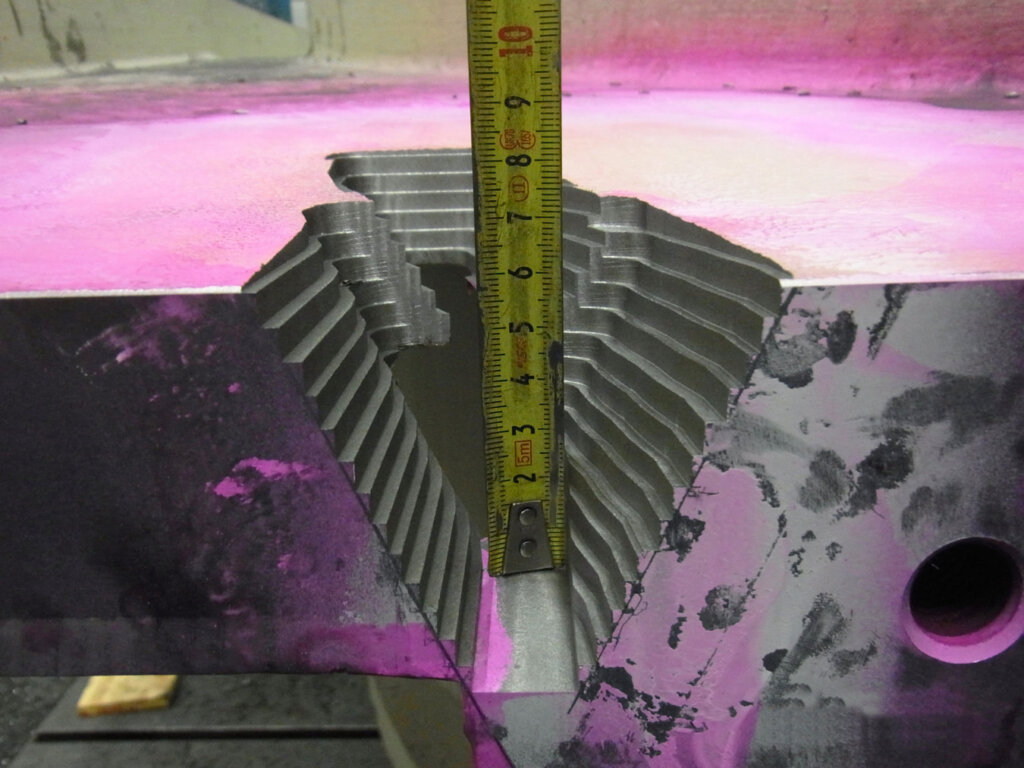
1. Identificación y preparación de fisuras
La fisura quedó completamente expuesta y se eliminó. Se preparó una ranura en forma de U para asegurar la eliminación total del material dañado.

2. Selección de parámetros de soldadura y materiales de aporte.
Definido en función del espesor de la pared, el estado del material y las propiedades mecánicas requeridas.
3. Soldadura y gestión térmica
Control de temperatura durante todo el proceso. Soldadura secuenciada para minimizar las tensiones residuales.
4. Soldadura de reparación multicapa
- Se utilizó UTP 86 FN para rellenar la ranura preparada.
- Se inspeccionaron los pases intermedios.
- Las tensiones de contracción se minimizan mediante un martilleo/golpeteo sistemático.


Resultado
La fisura se eliminó por completo y el componente volvió a estar operativo en 5 días. La reparación evitó 9 meses de inactividad de la producción y el costo de reemplazar un componente fundido de gran tamaño. La reparación prolongó significativamente la vida útil del componente.
¿Por qué las empresas confían en UTP?
Con décadas de experiencia metalúrgica, producción propia y soporte técnico global, UTP permite a sus clientes obtener resultados duraderos, limpios y estructuralmente sólidos, ya sea reparando componentes críticos o integrando hierro fundido en nuevos diseños.
Cumplimos lo que prometemos: Tailor Made Protectivity™ para la soldadura de fundición.