-
 Kernenergie
Kernenergie

Search
Toggle Navigation
voestalpine Böhler Welding

Full Welding Solutions für die Kernenergie.
voestalpine Böhler Welding verfügt über eine nachgewiesene Erfolgsbilanz bei der Lieferung hochwertiger und innovativer Schweißzusatzwerkstoffe für die Kernenergie. Da das Schweißen bekanntlich der kritischste Vorgang beim Bau eines Kernkraftwerks ist, muss sowohl dem Schweißverfahren als auch der Herstellung und Lieferung von Schweißzusatzstoffen besondere Aufmerksamkeit gewidmet werden. voestalpine Böhler Welding bietet qualitativ hochwertige Lösungen und ein breites Spektrum an technischem Know-how mit einem einheitlichen QA/QC-Standard. Zuverlässige Lieferungen an die weltweit führenden Hersteller von Kernkraftwerken sowohl für neue Reaktoren als auch für die Modernisierung von Anlagen in der ganzen Welt wurden und werden durchgeführt.
50
Jahre
Produkte der voestalpine Böhler Welding erfüllen die Anforderungen der Kernenergie an enge chemische Zusammensetzungen und Produktreinheit sowie an Festigkeit und Korrosionsbeständigkeit. Projekte in diesem Sektor stellen höhere Anforderungen an die Produktsicherheit und -zuverlässigkeit und erfordern Partner mit umfassender Erfahrung.
Produkte der voestalpine Böhler Welding sind für ihre hervorragende Qualität bekannt und entsprechen daher den strengsten Qualitätsstandards. Wir sind mit den führenden Fachnormen und Vorschriften wie ASME NQA-1, NCA-3800, RCC-M, RCC-MR, KTA 1408.2, 10 CFR 50 als spezifische Projektspezifikationen bestens vertraut. Damit stellen wir nicht nur sicher, dass wir Produkte mit branchenführenden Toleranzgenauigkeiten herstellen, sondern auch, dass unsere Schweißzusätze für die Nuklearindustrie die relevanten Industriestandards im Detail mit zertifizierten Material- und Qualitätsdokumenten erfüllen.
Ein weiterer Beweis für die internationale Wertschätzung der hohen Qualität unserer Schweißzusätze ist das Quality System Certificate (Materials), ASME sec. III-NCA 3800, das von der ASME an die folgenden Produktionsstandorte vergeben wurde:
- Hamm in Deutschland
- Seneffe in Belgien
- Kapfenberg in Österreich
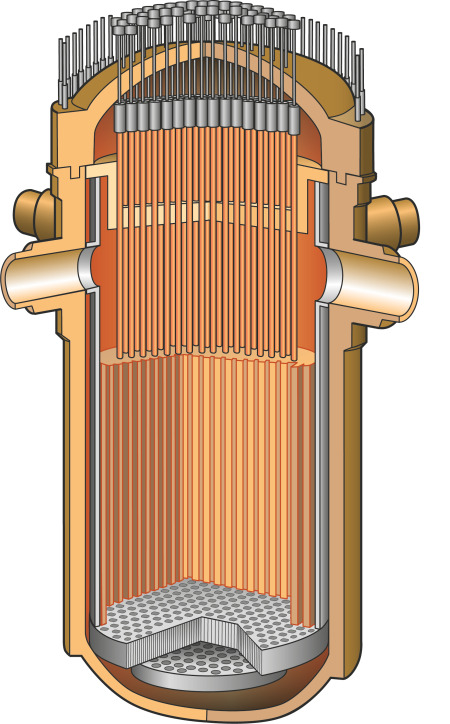
Schweißen des Reaktordruckbehälters
Der Reaktordruckbehälter ist ein dickwandiger zylindrischer Stahlbehälter, der den Reaktorkern in einem Kernkraftwerk umschließt. Der Behälter besteht aus einem speziellen, niedrig legierten Feinkornbaustahl, der sich gut zum Schweißen eignet und eine hohe Zähigkeit aufweist.
voestalpine Böhler Welding bietet für diese Anwendung geeignete Schweißzusatzwerkstoffe für die wichtigsten Schweißverfahren (UP, MAG, WIG) an. Durch eine sehr gute chemische Reinheit werden hohen Festigkeit sowie eine hohe Kerbschlagzähigkeit gewährleistet.
Die Innenfläche des Reaktordruckbehälters stellt aufgrund des zirkulierenden, mit radioaktiven Elementen kontaminierten Kühlmittels eine stark korrosive Umgebung dar. Der Teil des Behälters, der in direktem Kontakt mit dem Kühlmittel steht, wird mit Schweißzusatzwerkstoffen aus korrosionsbeständigem CrNi-Stahl oder Nickellegierungen beschichtet, um den Behälter vor Korrosion zu schützen. voestalpine Bohler Welding bietet Plattierungslösungen mit Unterpulver- oder Elektroschlacke-Bandplattierungsverfahren an, die eine höhere Produktionseffizienz im Vergleich zur UP-Drahtplattierung garantieren. Wir bieten hochwertige Schweißzusatzwerkstoffe für das WIG- und MAG-Verfahren für kleinere und schwer zugängliche Oberflächen.
Die Reaktordruckbehälterdeckel enthalten Durchbrüche für den Steuerstabantrieb. Für das Schweißen der Durchführungsstutzen am Reaktordruckbehälterdeckel stehen hochwertige Schweißzusatzwerkstoffe aus Nickellegierungen zur Verfügung.
Schweißen der Dampferzeuger
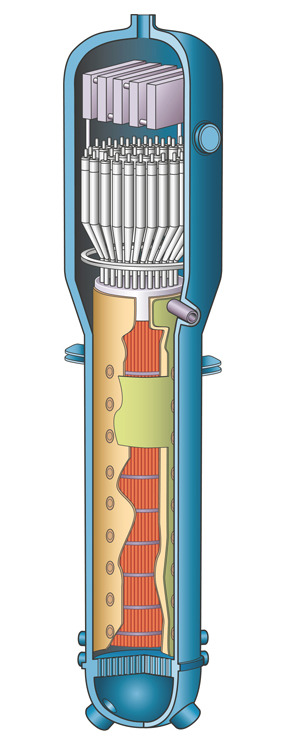
Ein Dampferzeuger ist eine der wichtigsten Komponenten des nuklearen Primärkreislaufs. Er ist bis zu 21 m hoch und wiegt 800 Tonnen. Jeder Dampferzeuger enthält U-Rohre aus Nickellegierungen, die den Wärmeaustausch und den sicheren Betrieb in den Druckwasserreaktoren gewährleisten. Die wichtigsten drucktragenden Grundwerkstoffe sind hochentwickelte niedriglegierte Stähle mit hoher Festigkeit und hoher Zähigkeit.
Für diese Anwendung bietet voestalpine Böhler Welding spezielle Schweißzusatzwerkstoffe für jedes der Hauptschweißverfahren (UP, MAG, WIG) an, die in der Lage sind, die mechanischen Eigenschaften nach sehr langen simulierten Wärmenachbehandlungen mit hoher Zähigkeit und einem geringen Grad an Verunreinigungen zu gewährleisten. Der Rohrboden und die Sammelkammer sind einer korrosiven Umgebung ausgesetzt, so dass für diese Teile ein Schweißplattierung erforderlich ist.
voestalpine Böhler Welding bietet ein komplettes Portfolio an Schweißzusatzwerkstoffen in der Legierung 690 an, die für die Beständigkeit gegen primäre Spannungsrisskorrosion ausgelegt sind. Insbesondere sind Lösungen für Bandplattierungen (mit UP- und Elekroschlacke-Verfahren), Drähte und umhüllte Stablektroden für diese kritische Anwendung verfügbar.
Schweißen der Druckbehälter
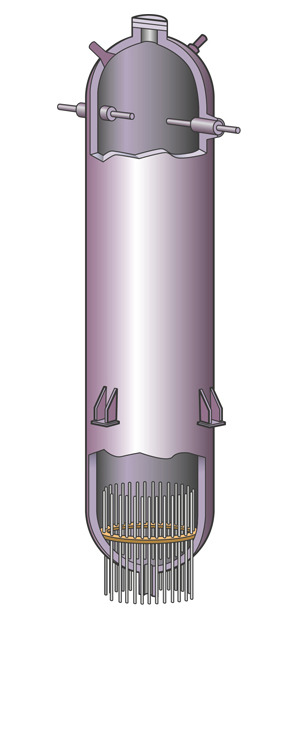
Der Druckhalter ist eine der Schlüsselkomponenten des Druckwasserreaktors und hat die wichtige Aufgabe, das Sieden des Wassers im Reaktorkühlsystem zu verhindern. Die Zusatzwerkstoffe und Schweißverfahren, die beim Bau der Druckhalter verwendet werden, sind im Grunde die gleichen wie bei den Dampferzeugern.
voestalpine Bohler Welding unterstützt seine Kund:innen mit fein abgestimmten Schweißzusatzwerkstoffen, die sich sowohl für das Fügen (einschließlich Mischverbindungen zwischen niedrig legierten und hochlegierten CrNi-Stählen) als auch für Plattierungsanwendungen eignen.