Konform hűtés additív gyártással
A költséghatékonyság és az alkatrészminőség optimális kombinációja
Az additív gyártás – szemben a hagyományos, anyageltávolításon alapuló megmunkálással – jelentős tervezési rugalmasságot kínál a szerszámbetétek kialakításában. Ahhoz azonban, hogy ezt a lehetőséget teljes mértékben ki lehessen használni, fontos, hogy a végső alkatrészek tulajdonságai – amelyeket a poranyag, a gyártási paraméterek és a hőkezelés együtt határoznak meg – megegyezzenek a hagyományosan használt tömör anyagokéval. A voestalpine Additive Manufacturing Centers széles választékban kínál korrózió- és kopásálló anyagokat, amelyek kiemelkedő szívóssággal rendelkeznek. Ezeket a továbbfejlesztett tulajdonságokat speciálisan tervezett alapanyagokkal és precízen szabályozott gyártási folyamattal érik el.
Additív gyártás és a voestalpine prémium poranyagok
Az additív gyártás (AM), más néven „3D nyomtatás”, nem csupán egy új gyártási módszer – hanem egy teljesen új gondolkodásmód. A digitális tervezés során nincsenek határok: a végtermék rétegről rétegre épül fel, szinte bármilyen formában.
Az AM lehetővé teszi a gyorsabb gyártást, kisebb súlyú alkatrészek előállítását, valamint olyan formák létrehozását, amelyek korábban nem voltak megvalósíthatók. A digitálisan megtervezett 3D-CAD modell alapján még a legösszetettebb szerkezetek is „kinyomtathatók” fémporból – amelyet kifejezetten az adott alkalmazás követelményeihez fejlesztettek ki.
A voestalpine mint globális acél- és technológiai vezető, hosszú évek tapasztalatára építve ösztönzi az innovációt és a fejlesztést. Az ötvözetek kifejlesztésétől és a fémpor gyártásától kezdve a tervezésen, gyártáson és utófeldolgozáson (például hőkezelésen) át teljes körű, testreszabott megoldásokat kínálunk – az ötlettől a kész alkatrészig.
Megvan a megfelelő poranyagunk az Ön legigényesebb alkalmazásához is
Korrózióálló acélminőségek
| Grade | Achievable hardness | Corrosion resistance | Wear resistance | Polishability | Notch impact energy |
|---|---|---|---|---|---|
| 52 HRC | ★★★ | ★★★ | ★★★ | / |
Uddeholm Corrax® for AM | 50 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
Uddeholm Tyrax® for AM | 551 (58) HRC | ★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
BÖHLER M789 AMPO | 52 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
1Közvetlen hőkezelés
Melegalakító acélminőségek
| Grade | Achievable hardness | Corrosion resistance | Wear resistance | Polishability | Notch impact energy |
|---|---|---|---|---|---|
| 53 HRC | / | ★★★ | ★★★★★ | / |
BÖHLER W722 AMPO (~1.2709) | 54 HRC | / | ★★★ | ★★★★ | / |
Uddeholm Dievar® for AM | 48 HRC | / | ★★★ | ★★★★★ | ★★★★★ |
BÖHLER W360 AMPO | 57 HRC | / | ★★★★★ | ★★★★ | ★★★ |
Szimuláción alapuló szerszámtervezés a fröccsöntés teljesítményének és az alkatrészminőség javítására
Az additív gyártással készült szerszámbetétek teljes optimalizálásához elengedhetetlen a megfelelő poranyag kiválasztása és az optimális gyártási paraméterek meghatározása. A konform hűtés valódi előnyei azonban csak akkor érvényesülnek, ha a szerszámtervezés szimuláció-alapú megközelítéssel történik. A voestalpine átfogó szolgáltatást nyújt ezen a területen, hogy ügyfelei számára jobb teljesítményt és nagyobb hatékonyságot biztosítson. Ennek köszönhetően nemcsak az időigényes próbafolyamatok, hanem a költséges módosítások is jelentősen csökkenthetők vagy akár teljesen elkerülhetők.
voestalpine KÁVÉSPOHÁR szerszáma
A voestalpine kávéspohár több kihívást is jelent a szerszám hőmérsékletének szabályozása szempontjából. A pohár oldalán található gyémántmintázat a falvastagság változását okozza az áramlási út mentén, ami a körkörös áramlási front sebességének egyenetlenségéhez és a hőelvezetés eltéréséhez vezet. Emellett a felületen található finom mikroszerkezetek magasabb szerszámfal-hőmérsékletet igényelnek, ami viszont meghosszabbítja a hűtési időt.

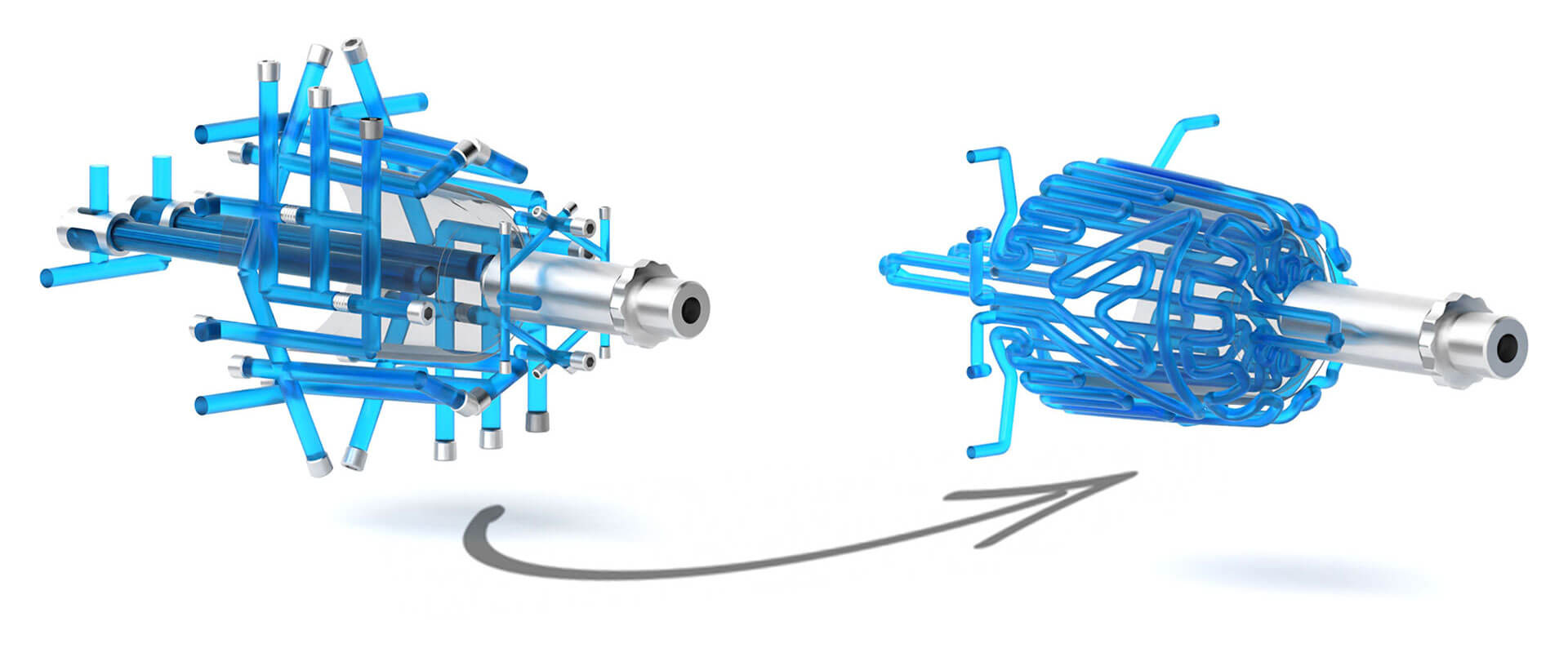
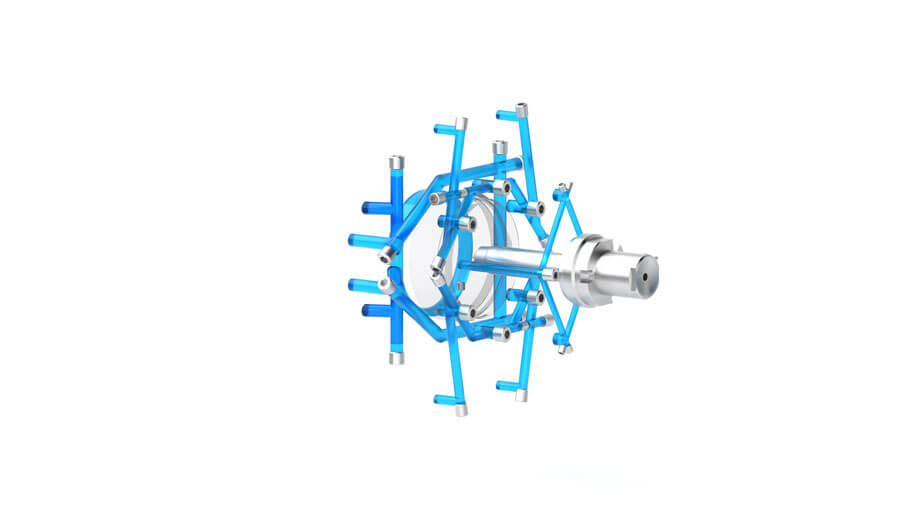
Conventional Cooling Channel Layout
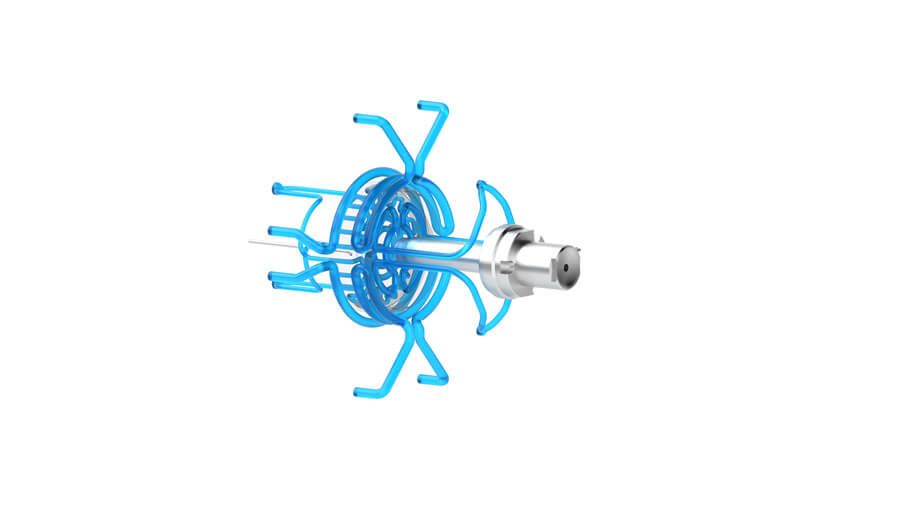
Conformal Cooling Channel Layout
A hagyományos és a kontúrkövető hőmérséklet-szabályozás összehasonlítása kiemeli a konform hűtés előnyeit. A konform hűtés esetén a hűtőcsatornák pontosabban követik az alkatrész formáját, így a gyémántmintázatok hűtés közbeni pontosabb leképezése válik lehetővé. Ez különösen előnyös a kritikus formaadó területen, ahol a hőelvezetés kulcsszerepet játszik a ciklus során, lehetővé téve a sokkal hatékonyabb hűtést.
A pohárszerszám optimalizálásának eredményei
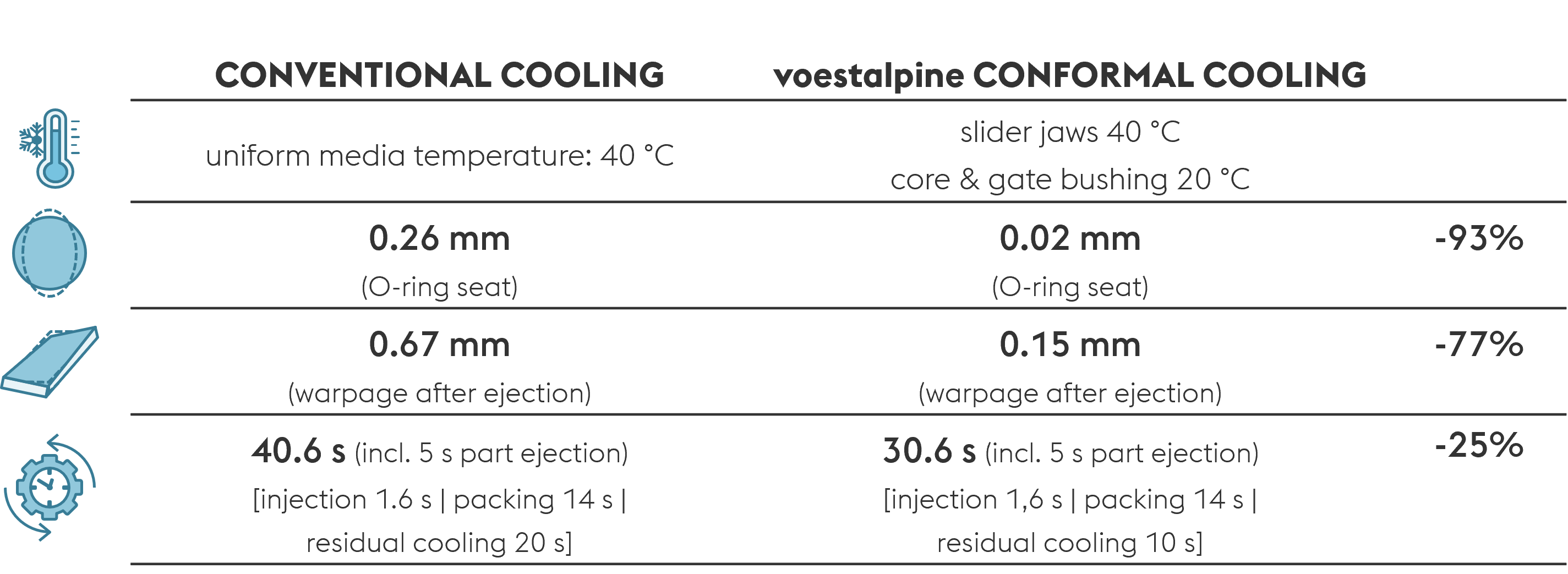
A fröccsöntött alkatrész kritikus minőségi jellemzője az O-gyűrű fészkének körkörössége és átmérője. Az ábra azt mutatja, hogy konform hűtés esetén a deformáció körülbelül 0,24 mm-rel csökken, annak ellenére, hogy a hűtési idő 10 másodperccel rövidebb. Ugyanilyen fontos, hogy a szükséges tűréshatár továbbra is teljesül. A jelentős vetemedéscsökkenés annak köszönhető, hogy a csúszkapofák szerszámfal-hőmérséklete rendkívül homogén (ΔT < 2 K).
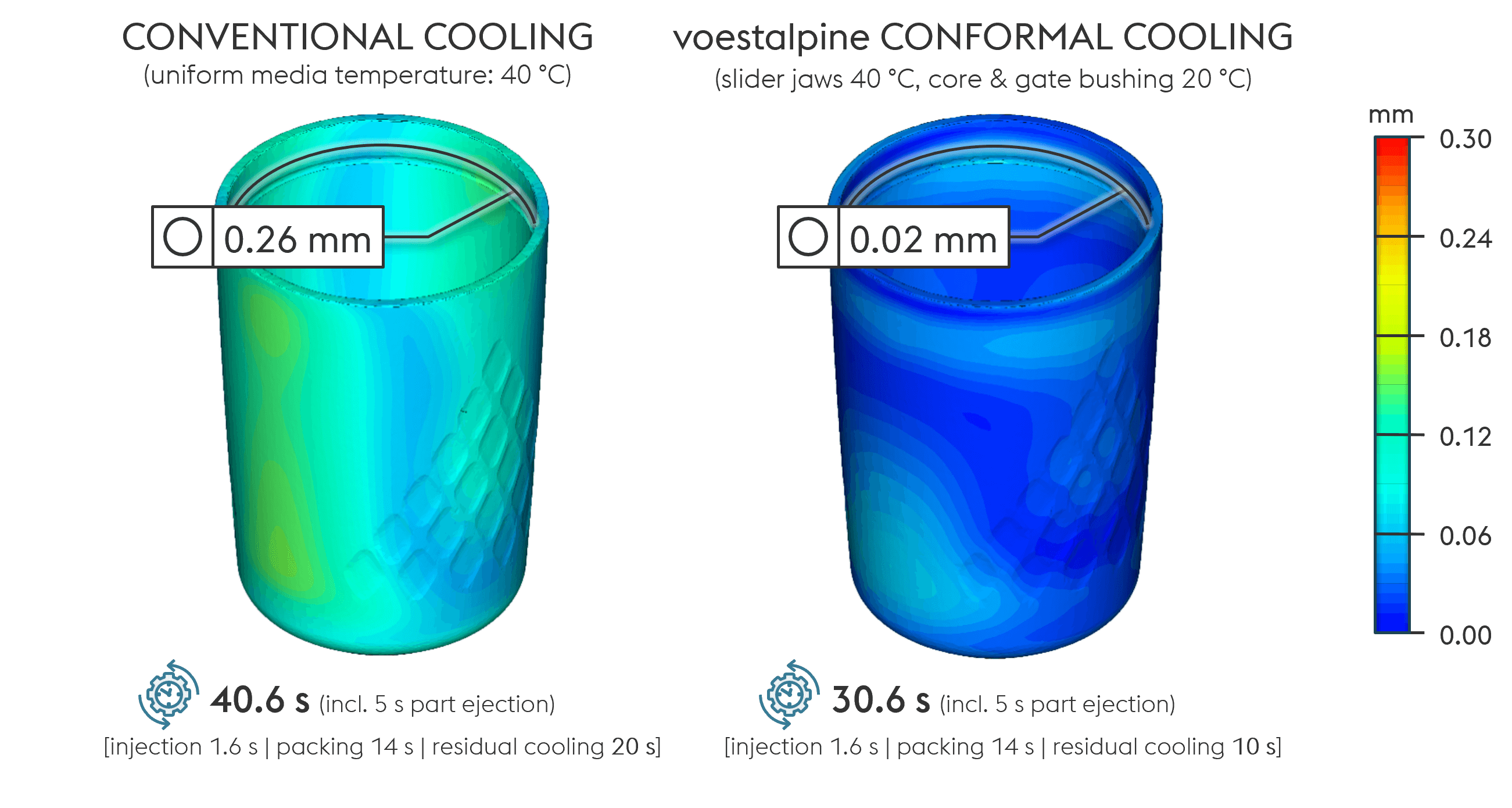
Virtuális mintavételezést alkalmaztak az optimális feldolgozási paraméterek meghatározására: 40 °C a csúszakpofák esetében, valamint 20 °C a szerszámmag és a beömlőpersely esetében. Ez a megközelítés lehetővé tette az ideális egyensúly elérését a költséghatékonyság (rövidebb ciklusidő) és a magas alkatrészminőség (pontosság, felületi struktúra visszaadása, minimális vetemedés és körkörösség) között.
voestalpine KÁVÉSPOHÁR TETŐ Szerszám
A voestalpine kávéspohár tető geometriája kevésbé hajlamos a vetemedésre. Azonban a jelentős, 3,5 mm-es falvastagság kihívást jelent a hűtőrendszer tervezésekor. A nagy falvastagság szükséges ahhoz, hogy elegendő utónyomási nyomáshatás jöjjön létre mind az ivóél területe, mind a bepattintható zárórész területén.
Conventional Cooling Channel Layout
Conformal Cooling Channel Layout
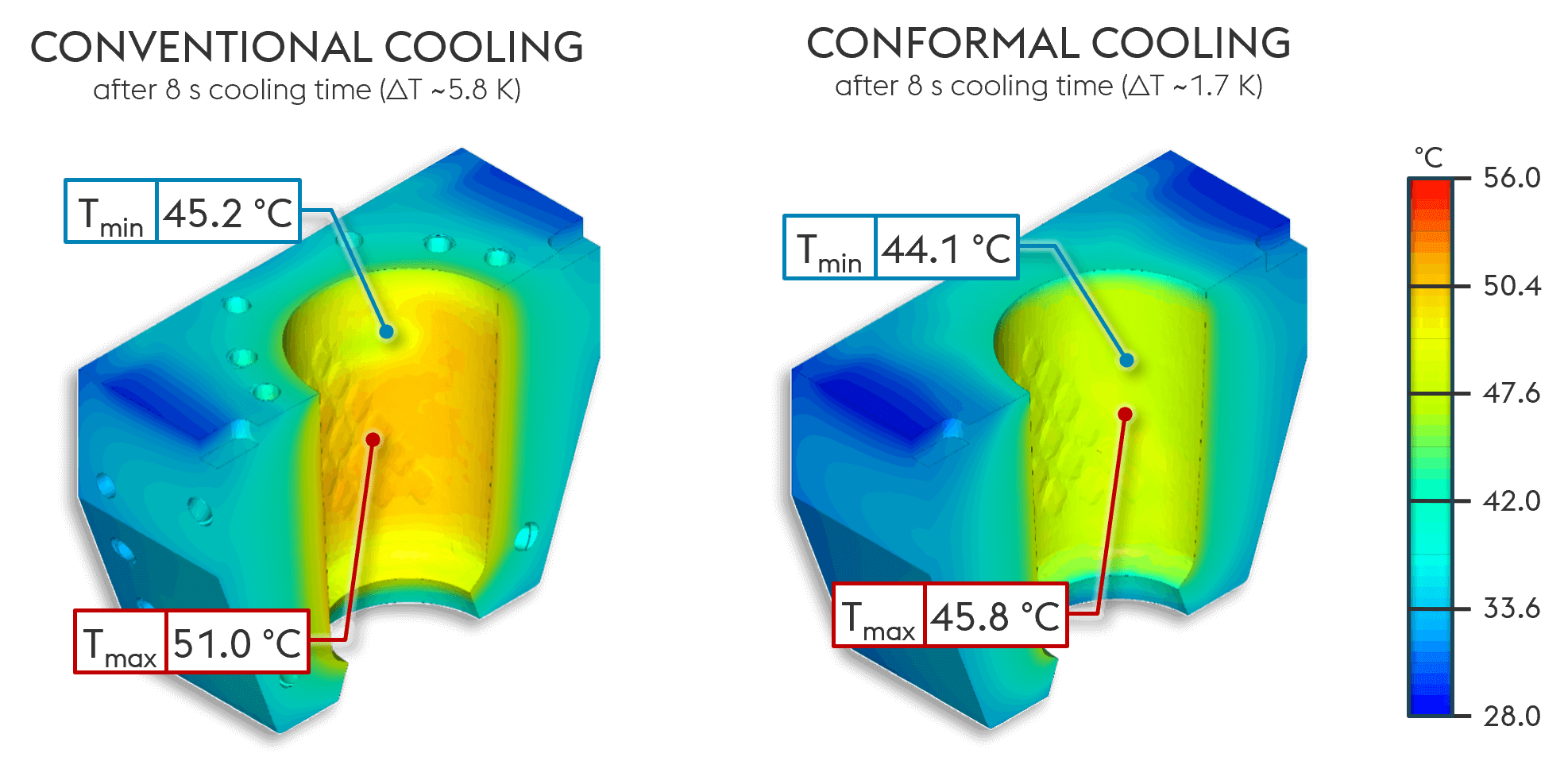
A hatékony hőelvezetés kulcsfontosságú, különösen a kilökő oldali mag esetében, amely egy nagyméretű kilökőbélyeggel van összekapcsolva. A hagyományos hűtőcsatorna-kialakításoknál a hűtés csak a mag geometria alatt lehetséges, így a mag hőmérséklete az üzemi ciklus elején több mint 10 °C-kal meghaladja a közeg hőmérsékletét. Ezzel szemben a konform hűtés lehetővé teszi, hogy a hűtőcsatornák közel kerüljenek az alkatrész geometriájához, így a mag minden ciklus elején képes tartani a beállított közeg-hőmérsékletet.

A kávéspohár tető szerszám hűtési idejének csökkentése
A KÁVÉSPOHÁR TETŐ SZERSZÁM kialakításánál komoly kihívást jelent az ömledék feltorlódás kezelése a tető alja és az ivóél területe közötti átmenetnél. Ezt a problémát tovább súlyosbítja a dupla perem jelenléte ezen a területen, amely tovább csökkenti a hőelvezetéshez rendelkezésre álló felületet. Mivel az ivóél egy kulcsfontosságú minőségi jellemző a látható felületen, elengedhetetlen, hogy a hűtés ne csak hatékony utónyomást biztosítson, hanem megakadályozza a beszívódási nyomok kialakulását is. Konform hűtés alkalmazásával ebben a zónában jelentősen javítható a hűtési hatékonyság a hagyományos kialakításhoz képest.

További tényezőként a forrócsatorna fúvóka hőbevitele is kulcsszerepet játszik a tető aljának laposságában. A mag- és kiemelőterületek hatékonyabb hűtése tovább javítja a laposságot. Mindkét minőségi javulás egyidejűleg valósult meg egy jelentős, 10 másodperces ciklusidő-csökkenéssel.
