-
 Pétrole et Gaz
Pétrole et Gaz

Search
Toggle Navigation
voestalpine Böhler Welding

Soudures de rechargement MIG en une seule couche performantes et de qualité
Cette solution permet de réaliser le placage et le rechargement dur d’alliages résistants à la corrosion en faisant appel à un procédé à faible dilution innovant, ainsi qu’à des produits d’apport de soudage de haute qualité. La clientèle peut ainsi réaliser des économies considérables en termes de temps de production et de consommation des matériaux. Comment est-ce possible? Cette solution permet d’atteindre en une seule couche les propriétés mécaniques et la résistance à la corrosion souhaitées, là où les procédés conventionnels en nécessitent généralement deux. Il est désormais possible de réaliser le placage de l’alliage 625 avec une teneur en Fe < 5% en une seule couche grâce au fil UTP A 6222Mo et à notre procédé CladPulse!

Et constatez par vous-même les avantages suivants:
- Une seule couche pour l'alliage 625
- Analyse chimique hors dilution obtenue en profondeur
- Surface parfaite
- Usinage possible





Meilleure résistance à la corrosion des surfaces exposées aux hydrocarbures, au sulfure d’hydrogène et à d’autres milieux corrosifs difficiles.
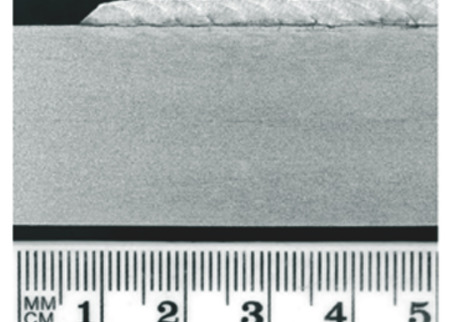
Cette Full Welding Solution permet notamment d’effectuer le placage de l’alliage 625 en une seule couche, le tout avec des taux de dépôt atteignant 4 kg/h. L’épaisseur du dépôt est d’environ 5,5 mm, avec une composition chimique conforme à l’alliage 625, notamment en profondeur, c’est-à-dire une teneur en Fe bien en deçà de 5%, comme l’exigent les spécifications les plus rigoureuses. Cette configuration de dépôt est idéale pour le placage, qu’un usinage soit nécessaire ou non.
Parmi les applications les plus répandues figurent le placage de l’intérieur d’appareils à pression, de tuyaux et de pipes, de brides, de corps et de pièces internes de vannes, ainsi que les passes transversales visant à améliorer la résistance à la corrosion des surfaces exposées aux hydrocarbures et au sulfure d’hydrogène.
Les résultats sont convaincants: l’analyse chimique de l’alliage 625 est obtenue en profondeur en une seule couche.
Données de placage
- Vitesse de fil: 7m/min
- Vitesse d’avance: 15 cm/min
- Balayage: 9mm/1Hz
- Gaz de protection: 100% Ar
- Métal de base: ASTM A516 gr. 70
- Métal d’apport: UTP A 6222Mo
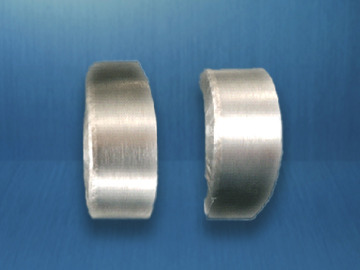
Résultats exceptionnels
- Analyse de l’alliage 625 non dilué obtenu en une seule couche, à 2,5 mm de la ligne de Fusion
- Cordon de soudure plat, sans caniveaux et avec très peu de projections
- Raccordement lisse entre Cordons
- Dépôt et pénétration uniformes


| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Ti | Al | Nb | Fe | Ta | Co | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Filo | <0.01 | 0.06 | 0.02 | 0.003 | 0.001 | 22.1 | 8.8 | 64.5 | 0.02 | 0.19 | 0.18 | 3.52 | 0.30 | 0.004 | NA |
| FL + 2.5 mm | 0.01 | 0.05 | 0.03 | 0.002 | <0.002 | 21.8 | 8.5 | 63.8 | 0.02 | 0.21 | 0.15 | 3.52 | 1.87 | 0.012 | 0.004 |
| FL + 3.5 mm | 0.01 | 0.05 | 0.03 | 0.002 | <0.002 | 22.2 | 8.7 | 63.3 | 0.02 | 0.21 | 0.16 | 3.65 | 1.68 | 0.014 | 0.006 |
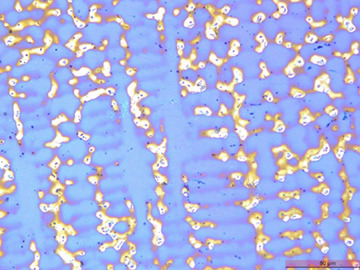
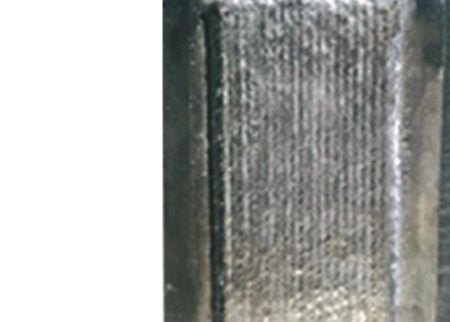
Analyse micro du dépôt de métal plaqué: la structure de l’alliage 625 n’est pas affectée.

Essai de pliage conforme à l’ASME IX: aucune fissure ni aucune autre anomalie n’a été détectée, la liaison est parfaite en dépit de la faible dilution.
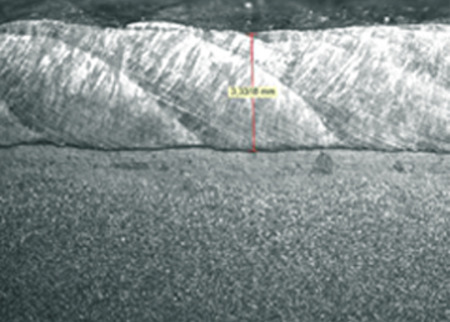
Revêtement en Alloy 625 en une seule FINE couche (épaisseur 3 mm)
Données relatives au revêtement
- Vitesse de fil: 4.2m/min
- Vitesse d’avance: 32 cm/min
- Balayage: 8mm/2.5Hz
- Gaz de protection: 100% Ar
- Métal de base: ASTM A516 gr. 70
- Métal d’apport: UTP A 6222Mo
Des résultats exceptionnels
- Épaisseur de revêtement: SEULEMENT 3,3 mm
- Dépôt homogène avec une teneur en fer Fe < 5% y compris en profondeur
- Composition chimique de l’Alloy 625 garantie dans le métal déposé
- en surface
- à 2,5 mm de la ligne de fusion
- à 3,0 mm de la surface
- Surface de cordon plane sans morsures et avec très peu de projections
- Transition régulière entre passes
- Dépôt et pénétration uniformes
| C | Si | Mn | P | S | Cr | Mo | Ni | Cu | Ti | Al | Nb | Fe | Ta | Co | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Fil | <0.01 | 0.06 | 0.02 | 0.003 | 0.001 | 22.8 | 8.81 | 64.52 | 0.02 | 0.19 | 0.18 | 3.52 | 0.30 | 0.004 | NA |
| Surface - 3 mm | 0.018 | 0.055 | 0.054 | 0.003. | 0.001 | 21.20 | 8.16 | 63.70 | 0.01 | 0.22 | 0.07 | 3.43 | 2.98 | 0.017 | 0.030 |
| FL + 2.5 mm | 0.016 | 0.64 | 0.037 | 0.003 | <0.001 | 21.9 | 8.52 | 63.9 | 0.01 | 0.20 | 0.18 | 3.5 | 1.58 | 0.015 | 0.008 |
| Surface | 0.016 | 0.07 | 0.043 | 0.003 | <0.001 | 22.0 | 8.53 | 63.4 | 0.01 | 0.20 | 0.18 | 3.5 | 1.93 | 0.015 | 0.008 |
Analyse micro du dépôt de métal plaqué: la structure de l’alliage 625 n’est pas affectée.
Essai de pliage selon ASME IX: Absence de défaut, liaison excellente malgré la très faible dilution.
Les résultats ont été obtenus en intégrant les éléments suivants.
URANOS CladPulse
CladPulse est un procédé spécial dont le principal objectif est d’obtenir une faible dilution du matériau de base. Pour atteindre cet objectif, nous avons travaillé sur plus de 30 paramètres régissant la forme d’onde en vue d’obtenir un « arc très souple » et de réduire la pression exercée sur le métal de base. CladPulse peut être installé sur les modèles de machine de soudage de qualité URANOS.
Böhler Arc
Böhler Arc assure des lignes synergiques permettant d’obtenir l’association parfaite du procédé, du métal d’apport et de l’équipement de soudage. L’optimisation des performances et de la stabilité de l’arc, doublée de sa grande facilité d’utilisation, offre au soudeur de grands avantages et assure l’efficacité du procédé industriel.

Fils pleins
Les fils pleins voestalpine Böhler Welding destinés au placage ont été spécialement conçus pour répondre aux besoins des applications présentant des spécifications rigoureuses. Assurant un excellent dévidage, ils produisent des dépôts hautement résistants aux milieux corrosifs ou à l’usure, selon l’alliage concerné.
Le fil UTP A6222Mo est la solution idéale pour le placage MIG de l’alliage 625. En effet, il offre un bon équilibre entre les éléments résiduels, une analyse chimique comprise dans une fourchette restreinte et une excellente finition, ce qui permet d’obtenir un revêtement plus résistant à la corrosion et un meilleur comportement de placage. La résistance à la corrosion du revêtement a été testée avec succès, conformément aux méthodes d’essai prévues par ASTM G48-C et ASTM G28-A. Le revêtement est également résistant aux fissures de corrosion sous contrainte.

Équipements de protection individuelle et accessoires
La protection du soudeur est l’une des priorités du procédé du soudage.
Voilà pourquoi voestalpine Böhler Welding a créé la nouvelle ligne d’équipements de protection individuelle et d’accessoires. Ces produits reflètent nos exigences de qualité tout en offrant aux soudeurs la protection et les outils dont ils ont besoin.

Services d'application weldTECH
Pour voestalpine Böhler Welding, être un fournisseur de solutions complètes de soudage signifie agir en tant que partenaire pour les fabricants de l'industrie du BTP et des produits écologiques grâce aux services d'application weldTECH, qui comprennent une équipe d'ingénieurs en soudage expérimentés dans le soudage robotisé.
