-
 Nouvelles et Événements
Nouvelles et Événements

Lieux
It has been a while since our innovative orbital welding system the pipeRunner® was launched – now its time to reveal some of the latest trials for productivity improvements in welding stainless and alloys 625 pipeline and pipeworks.
Pipeline construction and pipework welding are typical site operations. It is all about girth welds pipe-to-pipe. Today we want to show the potential of productivity improvements in welding high corrosion resistant alloyed pipes using stainless steel and nickel alloy 625 for orbital welding of pipelines.
When it comes to welding stainless or nickel alloy pipes, we recommend welding the root and hot pass with suitable high-alloy TIG rods and then the fill and cap layers with our FOXcore high-alloy flux cored wire range in conjunction with our pipeRunner® to boost your productivity and achieve the best quality.

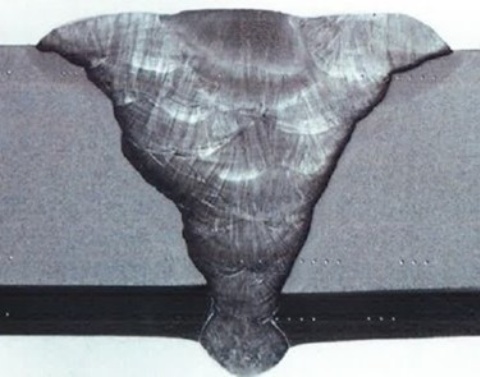
Perfect weld results when welding a Clad 625 X 65 pipe grade with our UTP A 6222Mo-3 Tig rod with a diameter of 2.4 mm for the root and the hot pass, followed by m-GSFCAW mechanized gas-shielded flux cored wires FOXcore 625-T1 of 1.2 mm for the fill and cap layers, welded with our pipeRunner® in uphill progression.
| Pipe | OD | WT | Root/Hot | Fill/Cap | |||||
| Bevel | Grade | Inches | mm | Process | Consumable | Gas | Process | Consumable | Gas |
| Plate | Clad 625 X65 | < 20" | 20-25 | GTWA |
UTP A 622Mo-3 Ø 2.4 mm |
I1 | m-GSFCAW |
FOXcore 625-T1 Ø 1.2 mm batch 2073999 |
M21 |


| Polarity | DC+ |
| Welding position | 5G Up |
| CTWD [mm] | 10 - 15 |
| Welding current [A] | 150 - 150 |
| Arc voltage [V] | 23 - 26 |
| Travel speed [cm/min] | 18 - 24 |
| Preheating temp. [°C] | 80 |
| Interpass temp. [°C] | 150 |
The Perfect Weld seam can also be achieved with our stainless steel girth weld solution. In this case, a 304L pipe welding was welded with Thermanit JE-308 L TIG rod of 2.4 mm for the root and the hot pass, followed by FOXcore 308L-T1 for the fill and cap layers, which were welded in uphill progression with the pipeRunner®.




| Polarity | DC+ |
| Welding position | 5G Up |
| CTWD [mm] | 10 - 15 |
| Welding current [A] | 150 - 150 |
| Arc voltage [V] | 18 - 22 |
| Travel speed [cm/min] | 20 - 24 |
| Preheating temp. [°C] | 50 |
| Interpass temp. [°C] | 150 |
In both cases, the best quality was achieved: perfect bead shape, very good slag removal, no risk of lack of fusion and porosity.
Boost your productivity with our pipeRunner® in combination with the excellent FOXcore range of high-alloy flux cored wires with a significant reduction in post weld cleaning and more than double the productivity compared to fully manual pipeline welding of fill and cap layers.