La scelta del metodo e la quantità di pulizia finale necessaria dipendono da: requisiti di resistenza alla corrosione; considerazioni igieniche (prodotti farmaceutici, alimentari, ecc.); importanza dell'aspetto visivo dell'acciaio. L'eliminazione dei difetti di saldatura, degli ossidi di saldatura, delle sostanze organiche e dei contaminanti ferrosi è di norma un requisito fondamentale e consente di solito una scelta relativamente libera del trattamento finale.
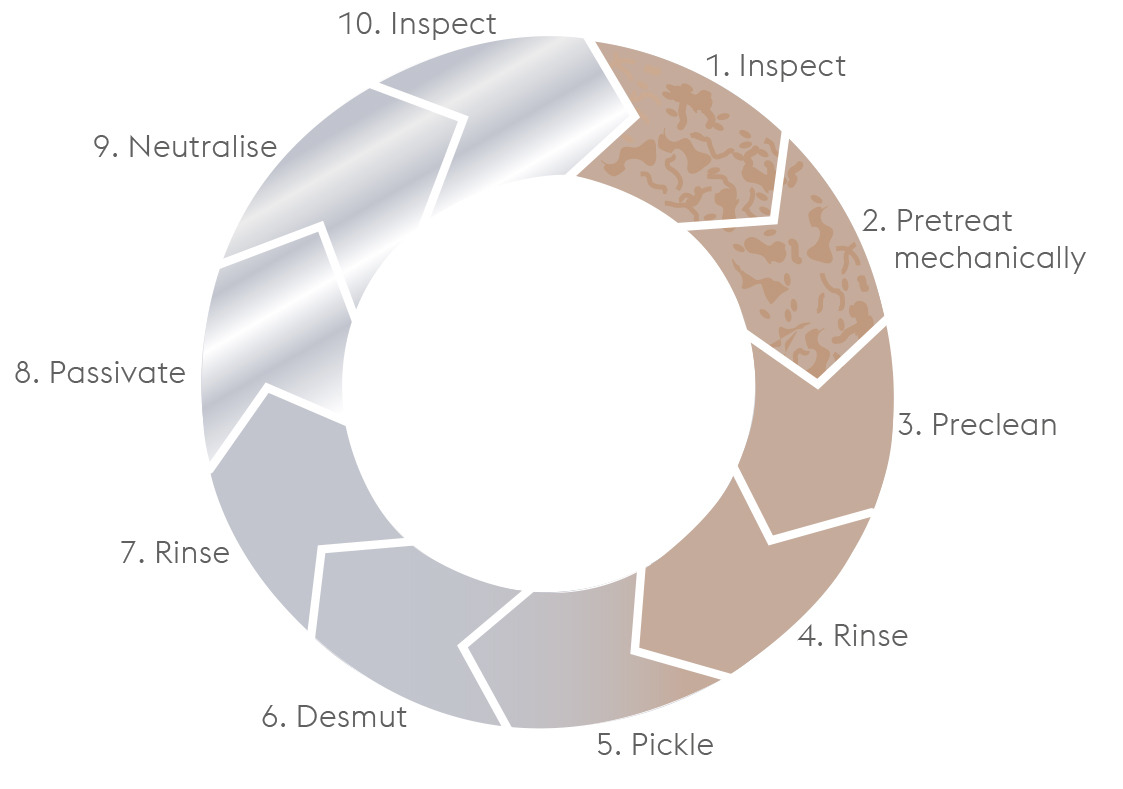
Se la rugosità della superficie lo consente, si possono utilizzare sia metodi meccanici che chimici. Tuttavia, se si decide di adottare un metodo di pulizia interamente meccanico, la fase di produzione deve essere pianificata molto bene per evitare la contaminazione da ferro. In caso contrario, sarà necessaria una decontaminazione, probabilmente con acido nitrico. Quando i requisiti di finitura superficiale e di resistenza alla corrosione sono rigorosi, la scelta del metodo è più critica. In questi casi, una sequenza di trattamento basata sul decapaggio offre le migliori possibilità di ottenere risultati superiori.
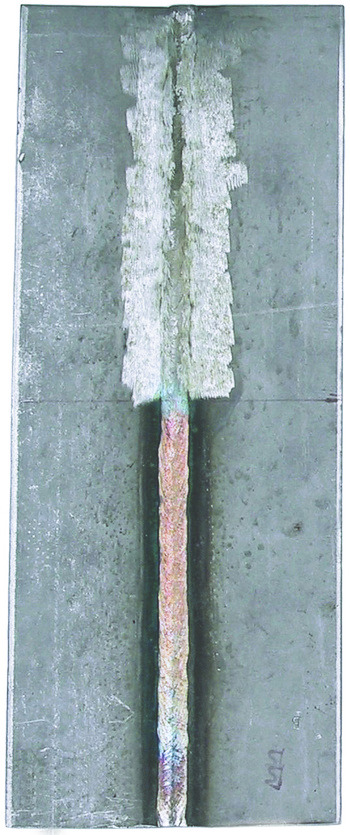
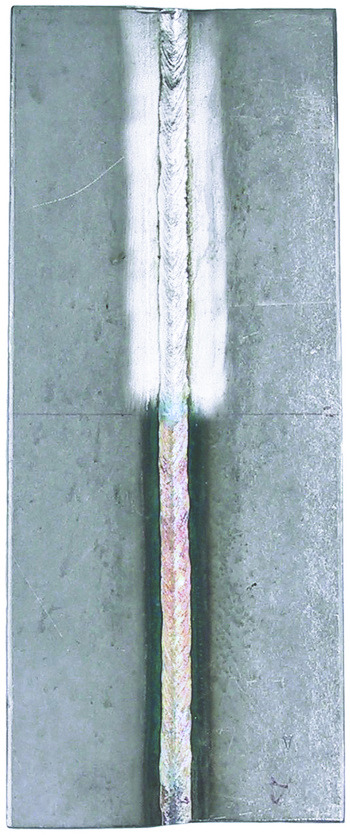
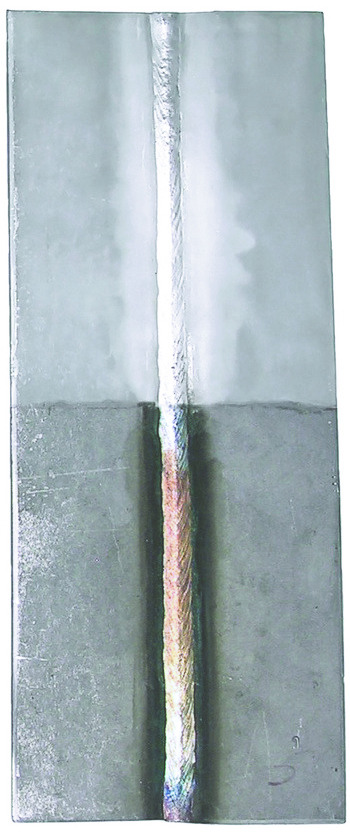
La figura seguente mostra i risultati di un test in cui i campioni (acciaio di grado 1.4404/316L con saldature MMA) sono stati puliti post-saldatura con tre metodi diversi e poi esposti a un ambiente marino per due settimane.
 Prodotti chimici per la finitura
Prodotti chimici per la finitura