La elección del método y la cantidad de limpieza final necesaria dependen de los requisitos de resistencia a la corrosión, de consideraciones higiénicas (productos farmacéuticos, alimentos, etc.) y de la importancia del aspecto visual del acero. La eliminación de defectos de soldadura, óxidos de soldadura, sustancias orgánicas y contaminantes de hierro suele ser un requisito básico y, por lo general, permite una elección comparativamente libre para el tratamiento final.
Pueden utilizarse tanto métodos mecánicos como químicos siempre que lo permita la rugosidad de la superficie. Sin embargo, hay que planificar muy bien la fase de fabricación para evitar la contaminación por hierro si se opta por un método de limpieza totalmente mecánico. En caso contrario, será necesaria una descontaminación, probablemente con ácido nítrico. Cuando los requisitos de acabado superficial y resistencia a la corrosión son exigentes, la elección del método es más crítica. En tales casos, una secuencia de tratamiento basada en el decapado ofrece las mejores posibilidades de obtener resultados superiores.
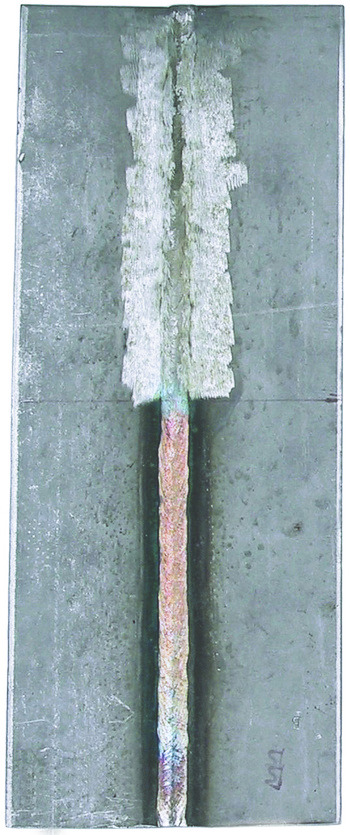
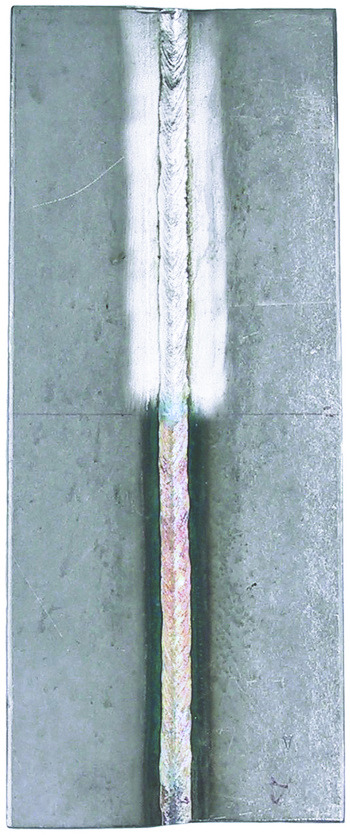
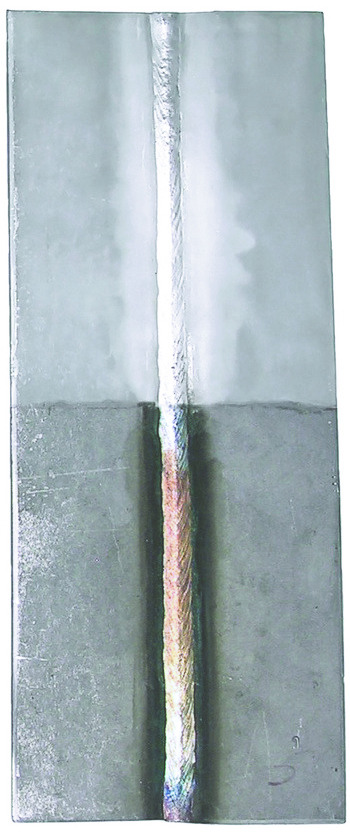
La figura siguiente muestra los resultados de una prueba en la que las muestras (acero de calidad 1.4404/316L con soldaduras MMA) se limpiaron después de la soldadura con tres métodos diferentes. A continuación, se expusieron a un entorno marino durante dos semanas.
 Productos químicos de acabado
Productos químicos de acabado