-
 Notizie ed EventiIscriviti alla nostra newsletter
Notizie ed EventiIscriviti alla nostra newsletter
Notizie dal mondo della filodiffusione

Iron wires have been made for 1,500 years, for 200 years in a continuous form, which is what we know nowadays. So what is there left to develop?
The product wire is now precisely specified: tight tolerances on the diameters or profile dimensions, mechanical properties with low scatter, the surface and inner workings free of defects. Our partners have a precise idea of what our wire should look like, always focusing on their own end product.
All desired properties are expected to be uniform on every millimeter from a 3-ton billet we produce. Depending on the product we speak about over 18 km for a 5.5 mm coil of wire rod or over 200,000 km for 50 µm wire from voestalpine Special Wire. At the same time, our wire should be easy to form, leave our plant on spools or in bundles with or without coatings, and become a high-strength yet tough product at the customer's site.
If we do our job right, many hundreds of individual parts that we find in cars are made from our wire. No kitchen drawer opens without our wires, no facade holds to the wall, no bridge, no wind tower can manage without them. Year after year, we supply 400,000 tons of wire to connect within the industry.
We intervene three areas of the wire:
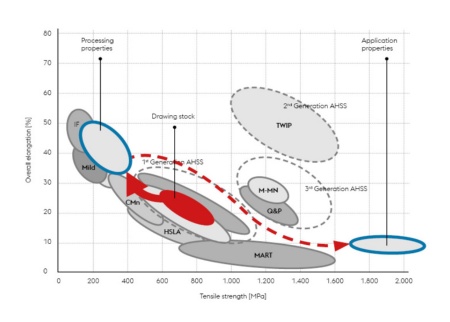
All technological properties of our wires are derived from their metallurgical structure. Depending on the content of alloying elements (C, Si, Mn, Cr, Ni, ...) different microstructural phases are formed. The most common phase in our steels is pearlite, a streaky phase mixture of ferrite and cementite. Annealing this phase mixture in such a way that the cementite forms a spherical shape results in a microstructure that has low strength and can easily be formed by our customers or us.
Different cooling rates from hot rolling temperature down to room temperature also change the resulting microstructure and its properties. This can lead to defects (hard zones in the wire) if not executed right, but in some cases we also use this to create very specific types of microstructure, e.g. a high-strength and still formable bainite, which can save the customer a whole heat treatment.
Our work goes much further. We can use special microalloying elements to specifically promote the formation of precipitates and achieve high strength with grain refinement. This allows us to upgrade simple steels, or to integrate properties that would normally be contradictory.
Based from steel billets 150x150 mm with 18 meters length, we produce our hot rolled wire rods with diameters from 5 to over 40 mm. Each diameter needs its special rolled sections, each material an adapted sequence for diameter reduction. Our experience allows intermediate dimensions as well as thermomechanical rolled wires.
Cold drawing or rolling is carried out in our drawing shops. This cold working results in plastic deformation and thus work hardening. Work hardening can be desirable, such as in voestalpine Special Wire, where final strengths are close to the theoretical strength of steel. In most cases, however, it forces us to go through several annealing, pickling and drawing steps to reach the final diameter.
Wire drawing requires drawing dies. These are usually round and have an opening in the center through which the wire is drawn and where the diameter decreases. The geometry (e.g. contact length, forming angle) depends on the steel type and strength, as does the selection of the appropriate drawing lubricant. Only the optimum combination results in the perfect wire.
The shaping of profiles is another area of expertise, which will be explained in another article.
Most of our customers do not use hard-drawn wire because they themselves have further forming steps in mind, for example to produce a hollow rivet. To make this possible, we supply our wires annealed and pickled and coated according to customer requirements.
The development of other coatings is a highly innovative step, because these coatings must either provide good sliding properties; withstand large forming steps, perhaps even temperatures up to 420°C. They may serve to protect against corrosion or simply provide brief protection against abrasion. Ideally, this coating should also be removable so that the customer has no limitation in his planned visual finish.
