-
 News & EventsSubscribe to our newsletter
News & EventsSubscribe to our newsletter
News from the world of wire


Welcome to Wire Insights, the podcast from voestalpine Wire Technology. In our ninth episode, we focus on a key topic: Testing expertise for wire. Effective testing methods are essential for accurately assessing material properties and ensuring process stability and compliance with component requirements.
Today, modern inspection technology does far more than simply detect defects. It serves as a strategic tool for quality, efficiency, and sustainability. But how does inspection work directly on the wire? What technologies are used? And what specific benefits does this offer customers?
Wire inspection is an essential component of quality assurance in wire production. The goal is to detect surface defects early, stabilize processes, and minimize scrap.
By using modern inline inspection systems, deviations can be identified and corrected during production. This not only reduces material and energy consumption but also sustainably improves the carbon footprint. This podcast episode focuses on two key topics:
These two perspectives show how modern wire inspection works today and what role it plays in future developments. Together with two experts, we shed light on modern wire inspection:
Be part of the future of the wire industry — innovation begins with knowledge. Listen now!
Intro
Host: Welcome to Wire Insights, the podcast from voestalpine Wire Technology. Here we talk about developments, technologies, and solutions that shape our industry - from materials technology to industrial applications. You will gain in-depth insights into current projects and their practical significance.
In this episode, we focus on a topic that’s crucial for wire production and the entire value chain: testing expertise for wire.
Why is wire testing so important? What technologies are used? And how does it influence quality, efficiency, and sustainability? We’ll give you an in-depth look - from proven methods to AI-powered solutions.
Testing expertise is a strategic lever for quality assurance. It enables the early detection of surface defects, ensures compliance with customer requirements, and reduces the carbon footprint by minimizing scrap.I’d like to welcome two experts: Stefan Brandtner and Claudia Gruber, both of whom specialize in measurement and testing technology.
Introduction and Overview
Host: Mr. Brandtner, let’s start with you. Would you mind introducing yourself briefly?
Brandtner: Certainly. I’ve been working in non-destructive materials testing for over 13 years, specializing in eddy current testing of cold- and hot-rolled wires. I’m currently leading two projects on inline surface inspection of hot-rolled wire. We rely on a modern eddy current system and our own AI-based inspection system, “Falconn.” This allows us to combine classic inspection technology with high-speed cameras and AI-assisted defect detection - a concept that is unique in the market.
Host: Thank you very much. Ms. Gruber, what does your role entail?
Gruber: My focus is on building expertise in inspection technology and developing innovative system solutions for implementation in production lines on the one hand, and for downstream quality inspection on the other. I am currently working on two projects: the transition of the compression test to an objective measurement method and the development of a hybrid inspection system for the wire drawing plant in Bruck an der Mur. The goal is to combine various technologies such as eddy current testing, optical systems, and data analysis to ensure the highest quality and process reliability.
Part 1 – The importance of testing expertise in wire
Host: Mr. Brandtner, why is wire testing so important?
Brandtner: Our wires form the basis for sophisticated end products - from the automotive sector to energy applications and the construction industry. Surface quality is crucial. Inline testing on hot wire allows us to monitor this quality directly within the process. The sooner we detect deviations, the faster we can react - this saves resources, reduces scrap, and lowers the carbon footprint.
Host: What does that mean in practice?
Brandtner: Without inline testing, surface defects would only be detected after the cooling conveyor. Until then, we’re producing scrap for minutes on end. With inline testing, we significantly shorten the response time. That means less material loss, lower energy consumption, and a significant reduction in CO₂ emissions.
Quality doesn’t start at the end of the production line, but within the process itself. When we detect defects early on, we not only avoid scrap but also ensure the stability of our customers’ processes - a crucial factor for customer satisfaction.
And importantly: We’re talking about 100% inspected wires. This doesn’t mean they’re flawless, but that every meter is checked and documented.
Part 2 – Technologies in use – From eddy current to AI
Host: Ms. Gruber, what technologies are used today for surface inspection?
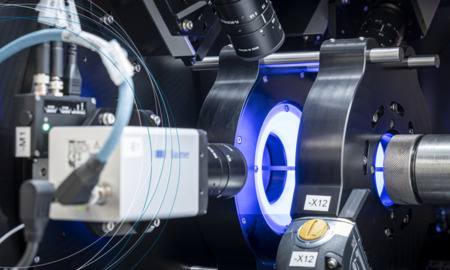
Gruber: We rely on a hybrid approach: eddy current testing, optical inspection, and AI-powered image processing. Eddy current testing detects surface defects such as cracks and imperfections and provides corresponding depth information. However, it offers little to no insight into the type of defect. High-speed cameras capture the entire wire surface, and AI analyzes the images in real time, recognizes patterns, and classifies defects. This allows us to fill gaps that a single technology cannot cover.
Host: What are the advantages of this hybrid approach?
Gruber: It enables not only precise defect detection but also a thorough root cause analysis — a crucial step for continuous process optimization. By combining these technologies, we can, for the first time, visualize surface defects and trace their origin.
Host: How are you implementing this approach in practice?
Gruber: We are currently developing a prototype for the small-profile rolling mills at the wire drawing plant in Bruck an der Mur. There, we link inspection data in real time to avoid production interruptions and identify defect causes more quickly. The biggest challenge lies in real-time capability: At production speeds of around 1 m/s, images with a resolution of 20 µm per pixel must be processed within 0.3 seconds. This requires powerful IT systems and perfectly coordinated processes.
Host: How was the optical inspection system selected?
Gruber: We evaluated various providers and decided to collaborate with the Fraunhofer Institute for Physical Measurement Techniques. Fraunhofer possesses extensive expertise and has already developed an optical wire inspection system. Together, we were able to design an inspection system that meets our requirements and integrates seamlessly into the hybrid inspection approach.
It is particularly important to us that the entire wire surface - even for profiles with internal grooves - is monitored seamlessly. To achieve this, we use six cameras arranged circumferentially. Another key aspect is the synchronization of image recording with eddy current testing. This allows us to detect periodic anomalies and define appropriate follow-up actions.
Host: Mr. Brandtner, you are working on a similar project. Why was it necessary to develop this in-house?
Brandtner: There is no system on the market that meets our requirements in the rolling mill. Thanks to our expertise in digitalization and process technology, we were able to develop a customized solution in collaboration with external partners. For us, in-house development means independence and the ability to tailor systems precisely to our processes and quality goals.
Long surface defects such as scratches or longitudinal cracks cannot be reliably detected using conventional eddy current differential measurement, which is used worldwide in such processes. Falconn supplements this inspection with AI-supported, camera-based defect detection that provides seamless image recording of the entire wire surface using high-speed cameras. This generates enormous amounts of data, which are processed in a dedicated storage system with a capacity of two petabytes. There is currently no comparable concept on the market.
Part 3 - Benefits for customers and the market
Host: Ms. Gruber, how do customers benefit from this inspection technology?
Gruber: Our customers benefit from stable processes and reliable surface quality. Defective areas are detected early and corrected internally before the product is shipped. This reduces downtime and lowers costs.
Digitalization also enables a digital twin of the product — seamless documentation for traceability and quality assurance. At the same time, we secure our leadership in quality, reduce scrap, and lower energy consumption. This is not only economically sound but also an important contribution to sustainability.
Brandtner: Our task is to fully meet customer requirements. Absolute flawlessness in wire up to 20 kilometers in length is not always possible. What matters is adhering to defined limits and knowing the exact location of defects. With this information, we can often adjust problematic areas internally. For customers, this means stable, fail-safe processes and thus a clear cost advantage.
Some customers must stop their equipment at every defect, remove the section, and restart. Every stoppage causes production downtime and additional costs.
Part 4 - Digitalization and the future
Host: Ms. Gruber, you briefly mentioned digitalization and digital twins — what role do these topics play?
Gruber: Digitalization plays a central role. Testing systems provide measurement data, and production facilities provide process information — these must be consolidated. With the help of AI, we can detect anomalies, identify causes, and provide recommendations for action in real time. This is the path to predictive quality and, in the long term, to autonomous processes.
A key component is the product’s digital twin. It not only enables seamless internal quality assurance but also offers our customers new possibilities — from traceability to integration into downstream production processes.
Host: What does the future look like?
Brandtner: The next step is the full integration of AI into defect detection. Our goal is not only to identify defects but also to automatically determine their causes. This opens new possibilities for predictive maintenance and targeted process optimization.
Gruber: In the long term, the focus is on connectivity along the entire value chain — from steel production to drawn wire. A consistent data model makes it possible to ensure quality, use resources more efficiently, and sustainably improve the carbon footprint.
Outro
Host: Testing expertise is more than just a technical step — it is a strategic lever for quality, efficiency, and sustainability. Today we heard how voestalpine Wire Rod Austria is setting new standards with innovative solutions: from eddy current technology to AI and hybrid testing systems. Many thanks to Stefan Brandtner and Claudia Gruber for their valuable insights.
For more information, visit the voestalpine Wire Technology website or contact us directly. Thank you for listening and seeing you in the next episode of Wire Insights.

In this episode, Stefan Brandtner demonstrates just how crucial inline inspection is for stable and efficient production processes. His focus is on detecting surface defects directly on the wire - that is, during the production process - and thus stopping quality deviations early on.
The focus is on inline inspection of the hot wire, which makes it possible to immediately identify deviations and take targeted corrective action. This allows corrective measures to be initiated in real time before defects propagate. This prevents scrap from accumulating undetected over extended production periods - a key factor for process stability, resource efficiency, and sustainable production.
Key features:
In this way, Brandtner exemplifies how modern inspection technology contributes to simultaneously improving quality, efficiency, and sustainability and how inspection is evolving from a mere control step into an active control instrument within the process.
Through projects involving inline surface inspection in the rolling mill, he is specifically driving forward the integration of AI and high-speed cameras. The goal is not only to detect defects but also to better understand their causes.
In testing technology, we rely on a modern eddy current system and our own AI-based testing system "Falconn". This allows us to combine proven methods with high-speed cameras and AI-supported fault detection - an approach that is unique on the market in this form.
What is Falconn?
Falconn is an AI-based inspection system developed in-house by voestalpine Wire Technology. It combines traditional inspection technologies with high-speed cameras and AI-powered defect detection. What makes it special is that Falconn combines proven methods with state-of-the-art image processing — an approach that is unique on the market.

In this episode, Claudia Gruber explains how modern inspection technologies work together to comprehensively and reliably assess wire quality. Her focus is on the development of hybrid inspection systems that intelligently combine different methods.
The focus is on the integration of eddy current testing, optical inspection, and AI-supported data analysis. This makes it possible to not only detect surface defects but also precisely understand their nature and cause - a key prerequisite for stable processes and continuous optimization.
Key topics:
Only the interplay of various technologies enables a comprehensive evaluation of the wire surface: eddy current testing detects defects, optical inspection provides detailed information, and AI classifies defects, analyzes data in real time, and identifies relevant patterns. A particular focus is on the real-time processing of large data sets, which requires powerful IT systems at high production speeds.
With the development of a hybrid inspection system for wire drawing, Claudia Gruber is consistently advancing this approach and sustainably enhancing process reliability.
The future of quality assurance is based on the intelligent networking of testing systems. Data is the foundation, and artificial intelligence turns it into usable knowledge. By combining real-time data analysis and automated fault classification, we create transparency, reduce risks, and enable continuous optimization across the entire value chain.
Fraunhofer as a Technology Partner
The Fraunhofer Institute possesses extensive expertise in optical metrology and has already developed specialized wire inspection systems. Through this collaboration, an inspection system was created that is optimally tailored to the requirements and integrates seamlessly into voestalpine Wire Technology’s hybrid testing approach.
It ensures that surface defects are detected early on and that no defective products enter downstream processes. This guarantees consistency and quality for customers.
Inspection takes place directly during production. Deviations are detected immediately, allowing for a quick response and minimizing waste.
Modern systems combine eddy current testing, optical systems such as high-speed cameras, and AI-based data analysis to accurately detect and classify defects.
Every meter of wire is inspected and documented. This ensures complete transparency regarding the product's quality.
Customers benefit from stable processes, lower risk of downtime, and consistently high surface quality - which ultimately reduces their own costs.
Wire Insights is the podcast for anyone interested in sustainable technologies, innovative production processes, and forward-looking developments in the wire and steel industry. Stay tuned for the next episode with more exciting insights from the world of wire technology!
