Heat Treatment Services
BRINGING STEEL TO LIFE
Engineered for Exceptional Performance
Precision Thermal Processing for Maximum Performance
Optimize your tools and components to reach their full potential. At voestalpine, we combine state-of-the-art technology with decades of metallurgical expertise to deliver heat treatment solutions that ensure superior hardness, toughness, and wear resistance.
Why Heat Treatment Matters
The quality of a tool is only as good as its heat treatment. Even the highest-grade steel cannot perform without the correct thermal cycle.
Our mission is to provide a “One-Stop-Shop” solution from material selection to final hardening, ensuring your components withstand the most demanding industrial environments.
Our Core Services
We offer a comprehensive range of vacuum and conventional heat treatment processes across our global network of service centers.
1. Vacuum Hardening & Tempering
Our high-pressure vacuum hardening (up to 10 bar) ensures clean, oxidation-free surfaces and minimal distortion.
- Benefits: Bright surface finish, controlled cooling, and repeatable results.
- Applications: Cold work steels, hot work dies, and plastic molds.
2. Nitriding & Nitrocarburizing
Increase surface hardness and corrosion resistance without the risk of distortion associated with high-heat processes.
- Plasma Nitriding: Ideal for complex geometries and partial hardening.
- Gas Nitriding: Superior wear protection for high-load components.
3. Specialized Annealing
- Stress Relieving: Crucial after rough machining to ensure dimensional stability.
- Soft Annealing: Improves machinability and prepares the structure for further processing.
4. Sub-Zero / Cryogenic Treatment
By cooling materials to as low as -150°C, we transform retained austenite into martensite, maximizing dimensional stability and wear life for critical precision tools.
Industry-Leading Quality & Lab Services
Quality is not an afterthought; it is engineered into our process. Our facilities are backed by advanced metallurgical laboratories to validate every batch.
| Testing Capabilities | Why It Matters |
|---|---|
Hardness Testing | Verification of HRC, HV, and HB specifications |
Microstructure Analysis | Ensuring optimal carbide distribution and grain size |
Spectro Analysis | Confirming chemical composition and material purity |
Case Depth Measurement | Precise verification of nitriding and hardening layers |
The voestalpine Advantage
- Integrated Expertise: We know the steel because we make the steel. We tailor the heat treatment to the specific chemistry of our BÖHLER and Uddeholm brands.
- Global Footprint: With over 25 service centers worldwide, we offer local expertise with global standards.
- Sustainability: Our modern vacuum furnaces utilize energy-efficient technologies and closed-loop cooling systems to reduce environmental impact.
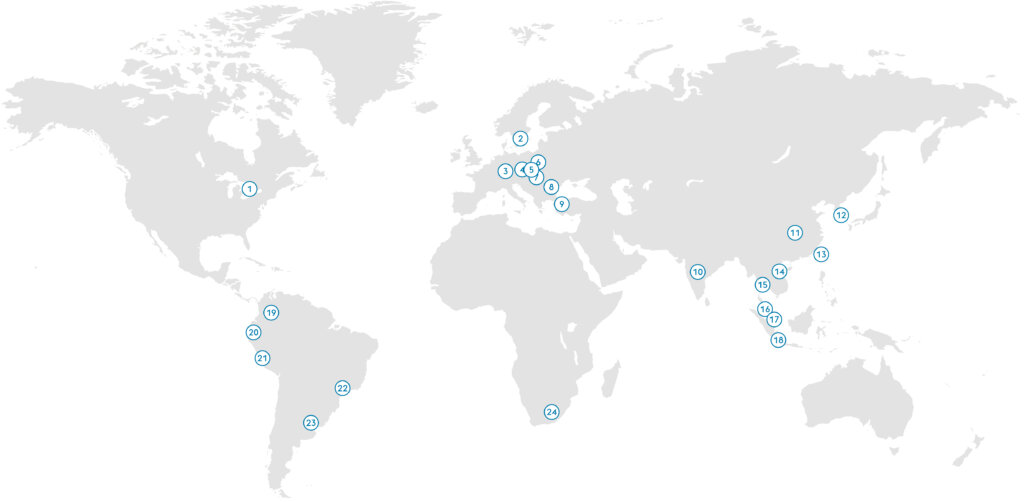
1. Canada | 2. Sweden | 3. Germany |
4. Czech Republic | 5. Slovakia | 6. Poland |
7. Hungary | 8. Romania | 9. Turkey |
10. India | 11. China | 12. South Korea |
13. Taiwan | 14. Vietnam | 15. Thailand |
16. Malaysia | 17. Singapore | 18. Indonesia |
19. Colombia | 20. Ecuador | 21. Peru |
22. Brazil | 23. Argentina | 24. South Africa |
Ready to optimize your production?
Don’t let poor heat treatment be the weak link in your supply chain. Contact our technical team today to discuss your specific application requirements.
Please fill out this contact form for further information.
Fields marked with * are mandatory: