Production
Precision, Innovation and Quality.

At the Kindberg factory in Austria, seamless high‑tech steel pipes with outside diameters of 26.70 to 203.20 mm and wall thicknesses of 2.60 to 28.00 mm as well as Hollow Sections, rectangular from 50 x 30 mm to 200 x 100 mm and square from 40 x 40 mm to 170 x 170 mm with wall thicknesses up to 25 mm, are manufactured.
The maximum production capacity of the facilities is approximately 420,000 tonnes per year, manufacturing unalloyed to medium‑alloy grades in accordance with all international standards. The production of seamless steel pipes is a highly complex process that demands highest precision and state‑of‑the‑art technology. At our site, we combine years of experience in steel production with innovative processes and digitally controlled machines.
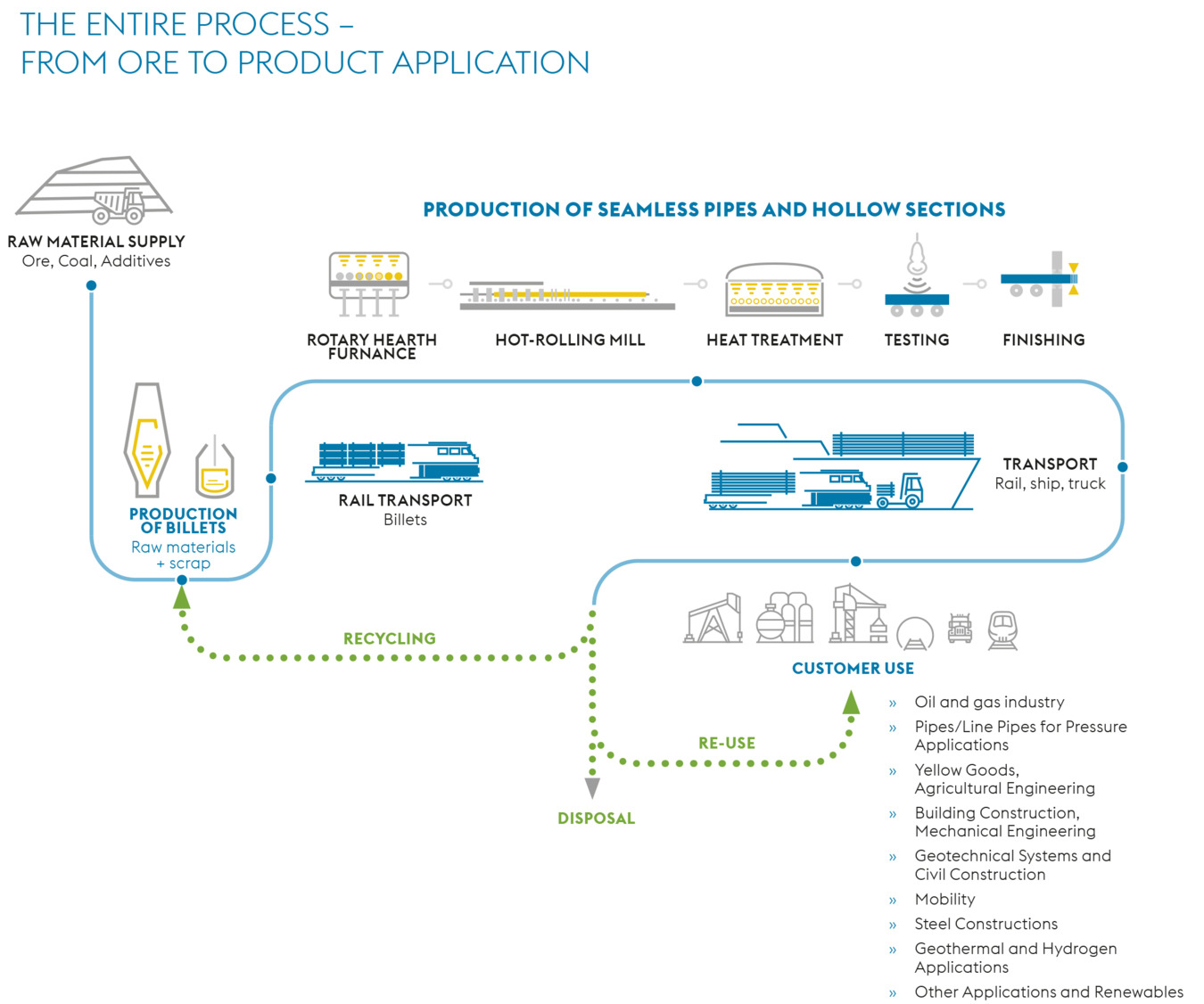
The production at voestalpine Tubulars is mainly divided into five areas:
From a technical design viewpoint, the production of seamless tubes is based on the push bench process. The raw material is exclusively round continuous-cast billets, which are first cut to the desired lengths using carbide billet saws at room temperature.
After being heated to forming temperature (approx. 1,300 °C) in a rotary hearth furnace, the billets are formed into hollow billets in a cross roll piercer. After that, the hollow billet passes on to the push bench.There it is rolled into what is called a mother tube with a suitably thin wall and a maximum length of 22 m using a mandrel bar.
The mother tube is then reheated to around 1,000 °C in a reheating furnace and rolled to the desired finished tube dimensions in a stretch-reducing mill.
In 2023/24 the production of round tubes was complimented by a rolling mill for seamless rectangular and square Hollow Sections.*
Via a cooling bed and cold saws the tubes and Hollow Sections get into a temporary storage from where they are handed over either to the finishing line for Industrial Pipes, for Hollow Sections or to the Renewables and OCTG finishing line.
*This step is only relevant for tubes that finally become Hollow Sections.
Industrial Pipes finishing
The entire Industrial Pipes product group (Mechanical Engineering, Line Pipes, etc.) passes through the finishing line
and is transferred to a distribution warehouse after finishing.
Oil/gas pipes and Renewables finishing
The production sequence in the OCTG and Renewables finishing is essentially subdivided into three processing stages:
In the initial inspection stage, the hot-rolled, untested pipes from the seamless tube rolling mill are straightened and non-destructively tested using electromagnetic methods. The tested pipes are then either passed directly to the threading department or to a further processing stage, depending on their intended application.
Manual thread inspection in the upsetting shop, the straightended semi-finished pipes are inductively heated at the ends and then widened to the required size in one of the two upsetting presses. Standard oil field drill pipe upsetting is done on a mechanical hydraulic press, while a hydraulic press is available for special upsetting requirements.
In the heat treatment phase, the pipes are first heated to hardening/normalizing temperature in an austenitising furnace and then quenched using water sprinklers. The hardened pipes are then fed into a tempering furnace. After that the heat-treated pipes pass through one of the two roller-type straightening machines (cold or hot straightening machine) and subsequently undergo a straightness inspection, blowout station and state-of-the-art non-destructive testing methods - flux leakage testing, ultrasonic testing, and magnetic particle testing. As a result, only fully tested, flawless pipes are passed on to the threading shop.
Threading lines
Further processing of the pipes for the Oil & Gas and Renewables product areas takes place in the threading shop. There are four thread-cutting lines available. Before entering the automatic thread-cutting machines, the pipe ends can be calibrated for special applications using a calibration press. Once the thread has been cut (API, Proprietary, or customer-specific threads) and checked, the couplings are made-up and the pipes are pressure-tested on a water pressure testing press and drift-checked using a mandrel.
At a down-line station, the protective caps for protecting the internal and external threads are applied on the pipe ends. The flawless finished pipes, completed with protective caps, are fed in line into what is known as an API detection and recording system where they are measured, weighed, marked, and corrosion-proofed. Finally, at an automatic bundling station, customer-specific packaging takes place—and preparations for shipment are made.
Coupling shop
The raw material for producing couplings are seamless tubes. Individual coupling blanks are fed into parting-off machines where they are cut to the specified length. The pipe sections thus obtained are fed into double-spindle thread-turning lathes. After thread-cutting, the finished couplings undergo a quality control and a magnetic particle testing to detect even the finest surface defects, and are then phosphated. The phosphated couplings are made-up onto the pipes in the threading shop.
Automotive line
A fully automated production line is available for manufacturing axle tubes for the automotive industry. The tubes are cut to fixed lengths, sandblasted, marked, and preserved with a coating before packaging. An optimized warehouse logistics system ensures just-in-time delivery to our customers’ production lines.
Finishing of VTS®-edgeTubes
For the production of Hollow Sections, an in-line Hollow Sections rolling mill in the hot-rolling mill and a Hollow Sections finishing line are available. In the finishing line, the sections are first straightened and visually inspected for geometry, dimensional accuracy and other essential product properties. After being cut to the order length, they are bundled for shipping. In addition, the Hollow Sections can be stamped and marked according to customers’ specifications.
Our pipes are subject to extreme conditions – ensuring the highest quality from raw material to finished product is therefore our top priority. Production data is measured in real time to identify and prevent potential sources of defects at an early stage.
All quality-related tests are conducted in our own accredited testing center. Material property tests are performed on-site by highly qualified staff according to precisely defined, standardized test protocols. At the same time, new product developments can be quickly tested internally and made available to customers in a shorter time frame.
Using state-of-the-art testing equipment, we determine the performance characteristics of our pipes and ensure that they meet all requirements. In our laboratories, we analyze materials, conduct sour gas tests, examine microstructures, and simulate extreme operating conditions on pipes and threaded connections using our in-house test facilities.
This is how we guarantee: Every one of our seamless pipes meets the highest standards.
We ship our high-quality products from Kindberg to destinations around the world – by rail, truck, and ship. To ensure smooth and on‑time delivery, we have developed sophisticated logistics solutions tailored to every conceivable customer requirement together with our long‑standing and reliable partners.
At least 30 % of the ore for steel production of voestalpine Stahl Donawitz is sourced from the “Erzberg” mine – 12 million metric tons of rock are mined here annually.
The ore is then processed in Donawitz and Linz, and the steel billets produced from it are transported to Kindberg, where they serve as a high-quality raw material for our products.
Currently, approximately 1,100 employees work at voestalpine Tubulars.
Up to 420,000 tonnes of seamless steel pipes can be produced annually at the Kindberg site.
The longest distance our products travel is 17,660 km, which is almost half the circumference of the Earth.
Our products are used in more than 50 countries worldwide.
Learn more about our products and solutions.
