Produktion
Präzision, Innovation und Qualität.

Im Werk Kindberg, Österreich werden nahtlose High-Tech-Stahlrohre mit einem Außendurchmesser von 26,70 bis 203,20 mm und Wandstärken von 2,60 bis 28,00 mm sowie Hohlprofile - rechteckig von 50 x 30 mm bis 200 x 100 mm und quadratisch von 40 x 40 mm bis 170 x 170 mm mit Wandstärken bis 25 mm - erzeugt.
Die maximale Kapazität der Produktionsanlagen beträgt ca. 420.000 Jahrestonnen, die in unlegierten bis mittellegierten Qualitäten nach allen internationalen Standards produziert werden. Die Herstellung von nahtlosen Stahlrohren ist ein komplexer Prozess, der höchste Präzision und modernste Technologien erfordert. In unserem Werk verbinden wir jahrelange Erfahrung in der Stahlproduktion mit innovativen Verfahren und digital gesteuerten Anlagen.
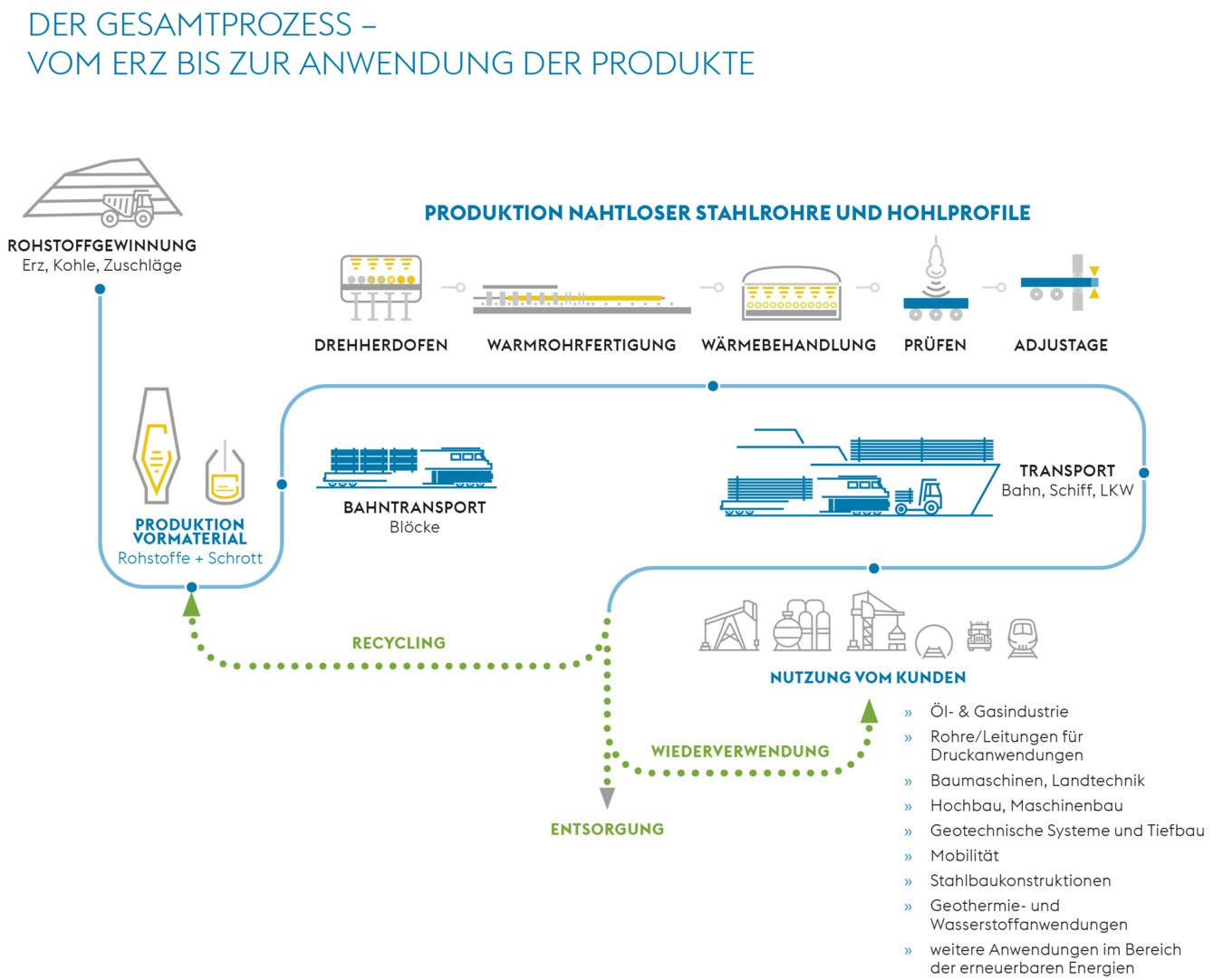
Die Produktion von voestalpine Tubulars gliedert sich im Wesentlichen in fünf Bereiche:
Von der technischen Konzeption her wurde für die Herstellung von nahtlosen Rohren das Stoßbankverfahren zugrunde gelegt. Als Vormaterial dienen runde Stranggussvorblöcke, welche in erster Linie mittels Hartmetallsägen auf die gewünschten Einsatzblocklängen unterteilt werden, wobei das Schneiden bei Raumtemperatur erfolgt.
Nach dem Erwärmen auf Verformungstemperatur (ca. 1.300 °C) in einem Drehherdofen werden die Blöcke in einem Schrägwalzwerk zu einem Hohlblock geformt. Nach diesem Aggregat gelangt der Hohlblock zur Stoßbank. Hier wird er über eine Dornstange zu einer sogenannten Rohrluppe mit entsprechend dünner Wand und einer Länge von max. 22 m abgewalzt. Anschließend wird die Luppe in einem Nachwärmofen nochmals auf ca. 1.000 °C erwärmt und in einem Streckreduzierwalzwerk auf die gewünschten Fertigrohrabmessungen gewalzt.
Seit 2023/24 wurde die Rundrohrfertigung um ein Profilwalzwerk für nahtlose Hohlprofile mit rechteckigem und quadratischem Querschnitt ergänzt.* Über Kühlbett und Kaltsägen gelangen die Rohre und Hohlprofile in ein Zwischenlager, von dem aus die Adjustagelinien für Industrielle Rohre, Hohlprofile, Renewables oder Ölfeldrohre beschickt werden.
*Diesen Schritt durchlaufen nur die Rohre, aus denen Hohlprofile gefertigt werden.
Industrie- und Sonderrohradjustage
Die gesamte Gruppe der Industrial Pipes (Maschinenbaurohre, Line Pipe, etc.) durchlaufen diese Adjustagelinie und werden nach der Fertigstellung an ein Versandlager übergeben.
Ölfeldrohr- und Renewables-Adjustage
Der Produktionsablauf in der Ölfeldrohr- und Renewables-Adjustage gliedert sich im Wesentlichen in drei Verarbeitungsstufen:
In der Eingangskontrolle werden die warmgewalzten, ungeprüften Rohre aus dem Nahtlosrohrwalzwerk gerade gerichtet und mittels elektromagnetischem Verfahren zerstörungsfrei geprüft. Die geprüften Rohre werden dann je nach Anwendung entweder direkt dem Schneidbetrieb oder einer weiteren Verarbeitungsstufe zugeführt.
In der Staucherei werden „glattendige“ Vorrohre an den Enden induktiv erwärmt und anschließend in einer der beiden Stauchpressen auf das erforderliche Maß aufgestaucht.
In der Wärmebehandlung werden die Rohre zunächst in einem Austenitisierungsofen auf Härtetemperatur bzw. Normalisierungstemperatur erwärmt und anschließend mittels Wasserbrausen abgeschreckt. Danach folgt das Anlassen der gehärteten Rohre im Anlassofen. Anschließend durchlaufen die wärmebehandelten Rohre eine der beiden Rollenrichtmaschinen (Kaltricht- bzw. Warmrichtmaschine) und in weiterer Folge die Rohrenden-Geradheitskontrolle, Ausblasestation sowie zerstörungsfreie Prüfverfahren - Streussflussprüfung, Ultraschallprüfung und eine Magnetpulverprüfung. Somit werden nur vollständig geprüfte, einwandfreie Rohre an die Folgebetriebe übergeben.
Schneidbetriebe
Die Weitervearbeitung der Rohre für die Produktbereiche Öl & Gas und Renewables erfolgt im Gewindeschneidbetrieb. Dort stehen vier Gewindeschneidlinien zur Verfügung. Vor den Gewindeschneidautomaten können die Rohrenden für spezielle Anwendungen mittels Kalibrierpresse kalibriert werden. Nach dem Schneiden der Gewinde (API-, Sonder- oder kundenspezifische Gewinde) und deren Kontrolle erfolgen das Aufschrauben der Muffen, die Druckprobe auf einer Wasserdruckprüfpresse sowie eine Driftkontrolle mittels Dornprobe.
In einer nachgeschalteten Station erfolgt das Aufschrauben der Schutzkappen, die das Gewinde vor Beschädigung und Korrosion während des Transports und der Lagerung bewahren. Die einwandfreien und mit Schutzkappen versehenen Rohre werden in Linie einem sogenannten API-Erkennungs- und Erfassungssystem zugeführt, wo sie gemessen, gewogen, signiert und konserviert werden. An der Bündelstation erfolgt schließlich die kundenspezifische Verpackung - und die Vorbereitung für den Versand.
Muffenfertigung
Als Ausgangsmaterial zur Herstellung von Muffen dienen nahtlose Rohre. Einzelne Muffenvorrohre werden Abstechmaschinen zugeführt, wo das Trennen auf die jeweils vorgegebene Länge erfolgt. Mit den so erhaltenen Rohrstücken werden Doppelspindel-Gewindedrehmaschinen bestückt. Nach dem Gewindeschneiden werden die fertigen Muffen einer Qualitätskontrolle sowie einer Magnetpulverprüfung zur Detektion feinster Oberflächenfehler unterzogen und anschließend phosphatiert. Die phosphatierten Muffen werden im Gewindeschneidbetrieb auf die Rohre aufgeschraubt.
Achsrohrfertigung
Zur Herstellung von Achsrohren für die Automobilindustrie steht eine vollautomatische Fertigungslinie zur Verfügung. Die Rohre werden auf Fixlängen getrennt, sandgestrahlt, markiert und vor dem Verpacken mittels Beschichtung konserviert. Eine optimierte Lagerlositik garantiert eine Just-in-Time Lieferung an die Fertigungslinie unserer Kund:innen.
Fertigung von VTS®-edgeTubes
Für die Herstellung von quadratischen und rechteckigen Hohlprofilen stehen ein Profilwalzwerk in Linie in der Warmrohrfertigung und eine Profilrohradjustage zur Verfügung. In der Adjustagelinie werden die Rohre zu Beginn gerichtet und am visuellen Prüfstand auf Geometrie, Maßhaltigkeit und weitere wesentliche Materialeigenschaften kontrolliert. Nach dem Schneiden auf Bestelllänge werden sie für den Versand gebündelt und auf Wunsch geprägt oder signiert.
Unsere Rohre sind extremen Belastungen ausgesetzt – höchste Qualität vom Vormaterial bis zum fertigen Produkt hat daher oberste Priorität. Produktionsdaten werden in Echtzeit gemessen, um mögliche Fehlerquellen frühzeitig zu erkennen und zu verhindern.
Alle qualitätsrelevanten Tests werden in unserem eigenen, akkreditierten Testzentrum durchgeführt. Prüfungen der Materialeigenschaften erfolgen direkt vor Ort nach exakt definierten, genormten Testprotokollen von hochqualifizierten Mitarbeiter:innen. Gleichzeitig können Produktneuentwicklungen rasch intern getestet und den Kund:innen schneller bereitgestellt werden.
Mit modernsten Prüfanlagen bestimmen wir die Leistungseigenschaften unserer Rohre und stellen sicher, dass sie allen Anforderungen entsprechen. In unseren Laboren analysieren wir Werkstoffe, führen Sauergastestungen durch, untersuchen Mikrostrukturen und simulieren mit unseren hausinternen Prüfständen außergewöhnliche Einsatzbedingungen auf Rohr und Gewindeverbindung.
So garantieren wir: Jedes unserer nahtlosen Rohre erfüllt höchste Standards.
Unsere qualitativ hochwertigen Produktlösungen liefern wir ausgehend von Kindberg in die ganze Welt: per Zug, LKW und Schiff. Um eine reibungslose und termingerechte Lieferung zu gewährleisten, haben wir gemeinsam mit unseren langjährigen und zuverlässigen Partner:innen ausgefeilte Logistiklösungen für jedes erdenkliche Kundenbedürfnis entwickelt.
Mindestens 30 % des Erzes für die Stahlerzeugung der voestalpine Stahl Donawitz wird vom Erzberg bezogen – hier werden jährlich 12 Millionen Tonnen Gestein abgebaut.
Das Erz wird in Donawitz und Linz verarbeitet – den daraus gewonnenen Stahl transportiert man nach Kindberg, wo er als hochwertiger Rohstoff für unsere Produkte dient.
Aktuell sind in etwa 1.100 Mitarbeiter:innen bei voestalpine Tubulars beschäftigt.
Jährlich können maximal 420.000 Tonnen produziert werden.
Den längsten Weg, den unsere Produkte zurücklegen, hat eine Länge von 17.660 km, das entspricht fast dem halben Erdumfang.
Unsere Produkte sind weltweit in über 50 Ländern im Einsatz.
Erfahren Sie mehr über unsere Produkte und Lösungen!
