Based on a design that is determined in advance with the patterning and molding shop, the engineering department develops a special casting and riser configuration and creates all the required drawings and documentation.
2. Model engineering
The wooden model and the required core boxes are prepared on a scale of 1:1. Particular care must be taken to ensure that the pattern can be completely shaken out in preparation for the subsequent molding process.
3. Molding
The outer contour of the component is produced by molding the model parts in molding sand. The inner contours of the component are formed using sand cores produced by filling core boxes with molding sand. The cores are then inserted, and the mold is assembled.
4. Casting
The casting metal is poured from ladles, and the dried mold is filled from bottom to top within five minutes.
5. Shakeout of the casting
The molding box frames are removed gradually over a period of 20 days. The cast part, which is still hot, is freed from the loose molding sand and lifted out of the mold pit.
6. Removal of risers
At the appropriate temperature, the risers that were needed to cast the component are removed using an oxygen lance (burning bar).
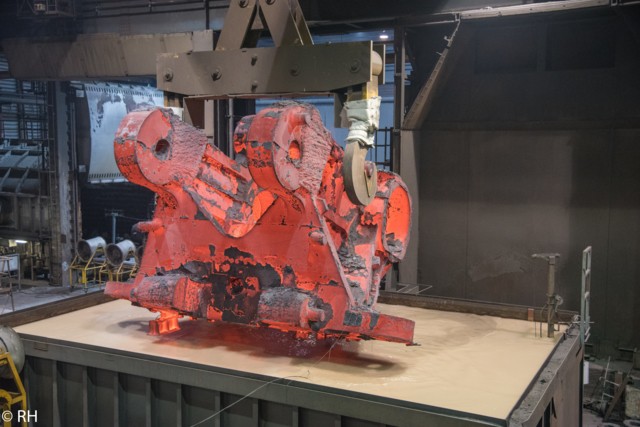
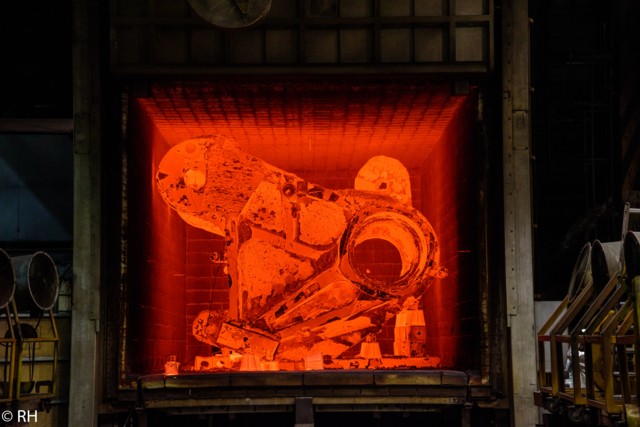
7. Heat treatment
The material properties required in the casting are adjusted using specially developed quality heat treatment that includes immersion in water.
8. Pre-grinding
Surfaces are machined and pre-roughened pursuant to the specifications. Machining is carried out following the scribing pattern that is previously applied to the cast part surface.
9. Grinding
Grinding prior to non-destructive testing. Excess material on the casting is removed using an arc-air process. All surfaces of the cast part are ground in preparation for non-destructive testing.
10. Inspection
The non-destructive tests are performed on the component in accordance with customer specifications.
11. Grinding
All inadmissible defects are opened, and the defects are again subjected to non-destructive testing.
12. Welding
All defects are repaired using welding techniques.
13. Stress-relief annealing
Stress-relief heat treatment is performed once the repair work has been completed.
14. Final inspection
We like to be on the safe side. The required non-destructive tests are repeated before the cast part can be accepted and approved.
15. Dimensional inspection
Accuracy is measurable: A final dimensional inspection is conducted before the cast part is final-machined.
16. Finishing
All rough-machined surfaces are then final-machined by qualified subsuppliers.