Generale
- Adesività del rivestimento
- assenza di perdite di vernice tra i lamierini durante il processo di incollaggio
- Per l'incollaggio rapido, si utilizza il test di spellatura a rullo (basato sulla norma EN 1464).
- Per l'incollaggio convenzionale, l'idoneità all'incollaggio viene testata con una prova di pelatura a rullo (basata sulla norma EN 1464) o con una prova di taglio a trazione (basata sulla norma EN 1465, versione supportata).
Test di spellatura a rullo (secondo EN 1464)
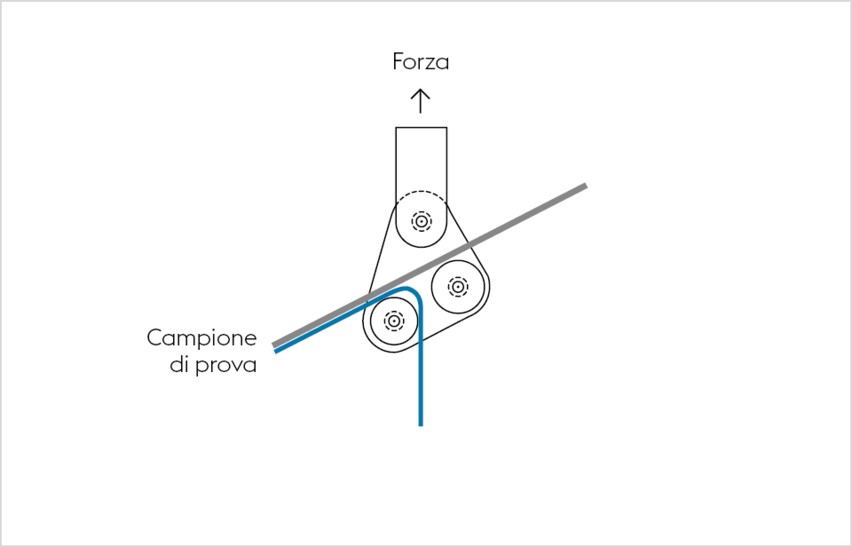
Nella prova di spellatura a rullo secondo la norma DIN EN 1464, si determina la resistenza alla pelatura degli incollaggi. Due provini sono incollati l'uno all'altro, e uno dei due partner di giunzione deve essere flessibile.
Durante la prova,al provino viene applicata una forza nella direzione della linea centrale dell’attrezzatura. Il sistema misura la forza necessaria per staccare la vernice dall’acciaio.
La prova di scorrimento su rullo è un metodo di prova consolidato, ma il risultato non comprende solo la forza adesiva del legame, ma anche la resistenza e lo spessore del nastro d'acciaio a causa della disposizione del test.
Prova di trazione a taglio (basata sulla norma EN 1465, versione supportata)
Anche la prova di trazione a taglio secondo la norma DIN EN 1465 verifica la resistenza dei giunti incollati. In questa prova, i provini da unire sono incollati tra loro. La qualità dell'incollaggio viene valutata nella prova di trazione. A differenza della prova di pelatura a rullo, la resistenza dell'incollaggio è indipendente dalla resistenza e dallo spessore della lamiera d'acciaio.
Per ottenere risultati riproducibili con i rispettivi metodi di prova, è necessaria una produzione di provini definita di conseguenza.

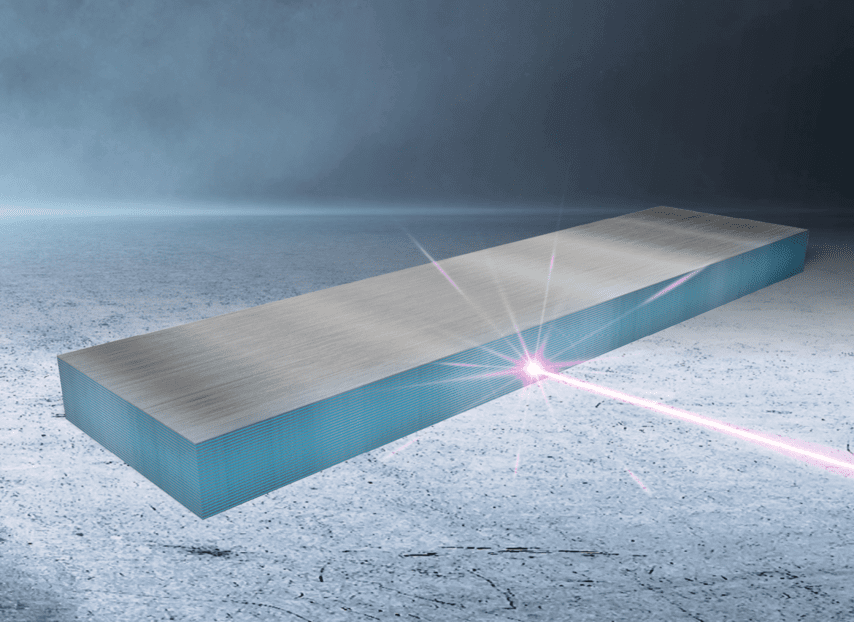
Valutazione della fuoriuscita di vernice tramite triangolazione laser
L’esame visivo della fuoriuscita di vernice dai lamierini dopo l'incollaggio è condizionato da diversi fattori e comporta sempre componenti soggettive, si pensi all’illuminazione e alla valutazione della persona che lo esegue. Fino ad ora, perché voestalpine ha sviluppato un procedimento di valutazione oggettiva per il rilevamento automatico delle perdite di vernice sui campioni incollati.
Tramite una triangolazione laser si crea una nuvola 3D di punti del lato del campione incollato. Le sporgenze nell’area tra i lamierini, che corrispondono a una possibile fuoriuscita di vernice, divengono visibili e possono essere rilevate automaticamente e identificate come difettosità.
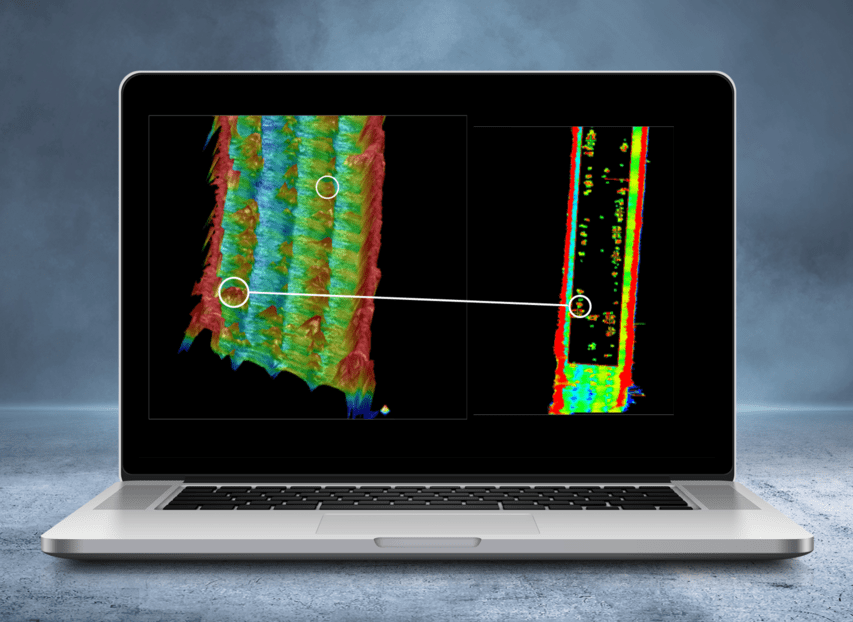
I principali vantaggi di questo metodo rispetto all’esame visivo da parte di un operatore sono:
- determinazione automatica, oggettiva, quantificabile e riproducibile di eventuali sbavature di vernice tra i lamierini incollati
- controllo in uscita (presso voestalpine) affidabile del materiale con rivestimento backlack
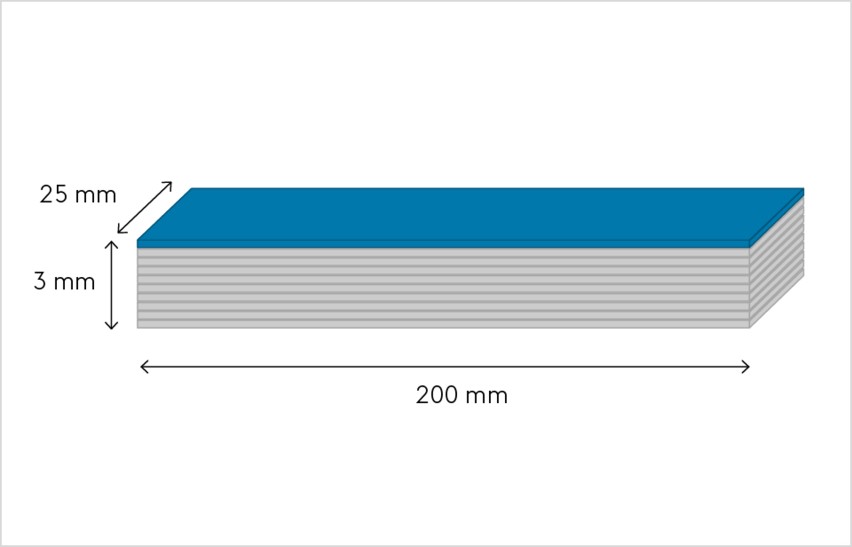
Produzione del campione di prova
Il provino viene prodotto in conformità alla norma EN 1464. Il provino ha una dimensione di 25 mm x 200 mm ed è alto almeno 3 mm (indipendentemente dallo spessore della lamiera). Il lato lungo dei singoli lamierini è trasversale alla direzione di laminazione.
Da ogni provino viene staccata esattamente una lamella, indipendentemente dallo spessore della lastra, utilizzando l'apparecchiatura per la pelatura a rullo descritta nella norma EN 1464.
Production of a roller peel test specimens
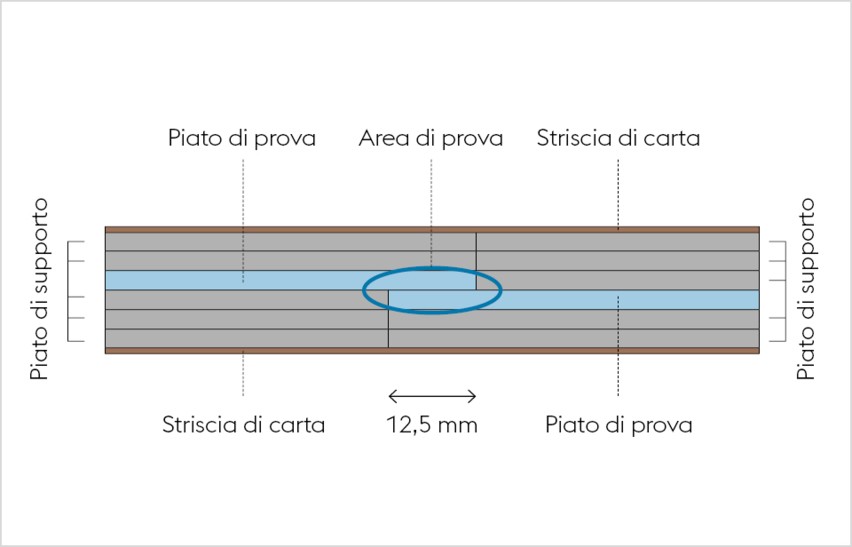
Geometria per la produzione dei provini
La geometria per la produzione dei provini viene scelta in conformità alla norma EN 1465. La prova di taglio a trazione viene eseguita per tutti gli spessori di nastro in un progetto supportato, rinforzando la parte effettiva da testare con due strati dello stesso materiale. Questo serve a valutare l'effettiva qualità dell'incollaggio e a prevenire qualsiasi deformazione plastica o rottura della parte unita (vedi figura 2). L'area di sovrapposizione è di 12,5 mm x 25 mm (larghezza del provino). Per evitare la deformazione del provino durante la prova, le piastre di supporto devono essere appoggiate l'una contro l'altra, senza lasciare spazi vuoti.