Optimizirano hlađenje putem aditivne proizvodnje
Optimalna kombinacija ekonomičnosti i kvalitete dijela
Aditivna proizvodnja, za razliku od konvencionalnih subtraktivnih postupaka, nudi značajnu fleksibilnost dizajna za umetke alata. Kako bi se ova prednost u potpunosti iskoristila, ključno je da svojstva konačnih komponenti — određena kombinacijom praškastog materijala, procesnih parametara i toplinske obrade — odgovaraju onima materijala iz šipke korištenih na tradicionalan način. Voestalpine Additive Manufacturing Centri (vidi HPM division AM) nude širok raspon materijala otpornih na koroziju i trošenje, s izvrsnom žilavošću. Ta poboljšana svojstva rezultat su posebno projektiranih materijala i precizno kontroliranog proizvodnog procesa.
Aditivna proizvodnja i voestalpine premium praškasti materijali
Aditivna proizvodnja (AM), poznata i kao ‘3D printanje’, nije samo novi način proizvodnje; to je novi način razmišljanja. U digitalnom dizajnu i slojevitom izvođenju konačnog proizvoda ne postoje granice.
AM omogućuje proizvodnju s kraćim rokovima, manjom masom i oblicima koji ranije nisu bili izvedivi. Nakon digitalnog dizajna kao 3D-CAD modela, čak i najsloženije strukture mogu se ‘isprintati’ s metalnim praškom, posebno prilagođenim zahtjevima vaše aplikacije.
Kao globalni lider u čeliku i tehnologiji, potičemo inovacije i razvoj oslonjeni na dugogodišnje iskustvo u područjima materijala i obrade. Od razvoja legura i proizvodnje metalnog praha, do dizajna, proizvodnje i naknadnih procesa poput toplinske obrade — nudimo sveobuhvatna rješenja po mjeri, od koncepta do komponente.
Imamo pravi praškasti materijal za vaše zahtjevne aplikacije
Korozijski otporne kvalitete
| Kvaliteta | Postižna tvrdoća | Otpornost na koroziju | Otpornost na trošenje | Mogućnost poliranja | Udarna žilavost |
|---|---|---|---|---|---|
| 52 HRC | ★★★ | ★★★ | ★★★ | / |
Uddeholm Corrax® for AM | 50 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
Uddeholm Tyrax® for AM | 551 (58) HRC | ★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
BÖHLER M789 AMPO | 52 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
¹ direktno kaljenje, ² materijal iz šipke za usporedbu
Kvaltete za topli rad
| Kvaliteta | Postižna tvrdoća | Otpornost na koroziju | Otpornost na trošenje | Mogućnost poliranja | Udarna žilavost |
|---|---|---|---|---|---|
| 53 HRC | / | ★★★ | ★★★★★ | / |
BÖHLER W722 AMPO (~1.2709) | 54 HRC | / | ★★★ | ★★★★ | / |
Uddeholm Dievar® for AM | 48 HRC | / | ★★★ | ★★★★★ | ★★★★★ |
BÖHLER W360 AMPO | 57 HRC | / | ★★★★★ | ★★★★ | ★★★ |
Dizajn alata temeljen na simulaciji za poboljšanu izvedbu brizganja i kvalitetu dijela
Za potpuno optimiziranje aditivno proizvedenih umetaka kalupa, ključno je odabrati pravi praškasti materijal i odrediti optimalne procesne parametre. No, puni potencijal optimiziranog hlađenja ostvaruje se tek u kombinaciji s pristupom dizajnu umetaka vođenim simulacijama. U voestalpineu pružamo ovu sveobuhvatnu uslugu kupcima, osiguravajući poboljšane performanse i učinkovitost. Na taj se način mogu smanjiti ili izbjeći dugotrajne iteracije uzorkovanja i skupi troškovi naknadnih modifikacija.
voestalpine ALAT ZA ČAŠU ZA KAVU
voestalpine čaša za kavu donosi nekoliko izazova u kontroli temperature kalupa. Dijamantna struktura na stranama čaše uzrokuje varijacije debljine stijenke duž toka, što dovodi do neujednačenih brzina fronte toka oko opsega i različite disipacije topline. Osim toga, fine mikrostrukture na površini zahtijevaju više temperature stijenki kalupa, što pak produljuje vrijeme hlađenja.

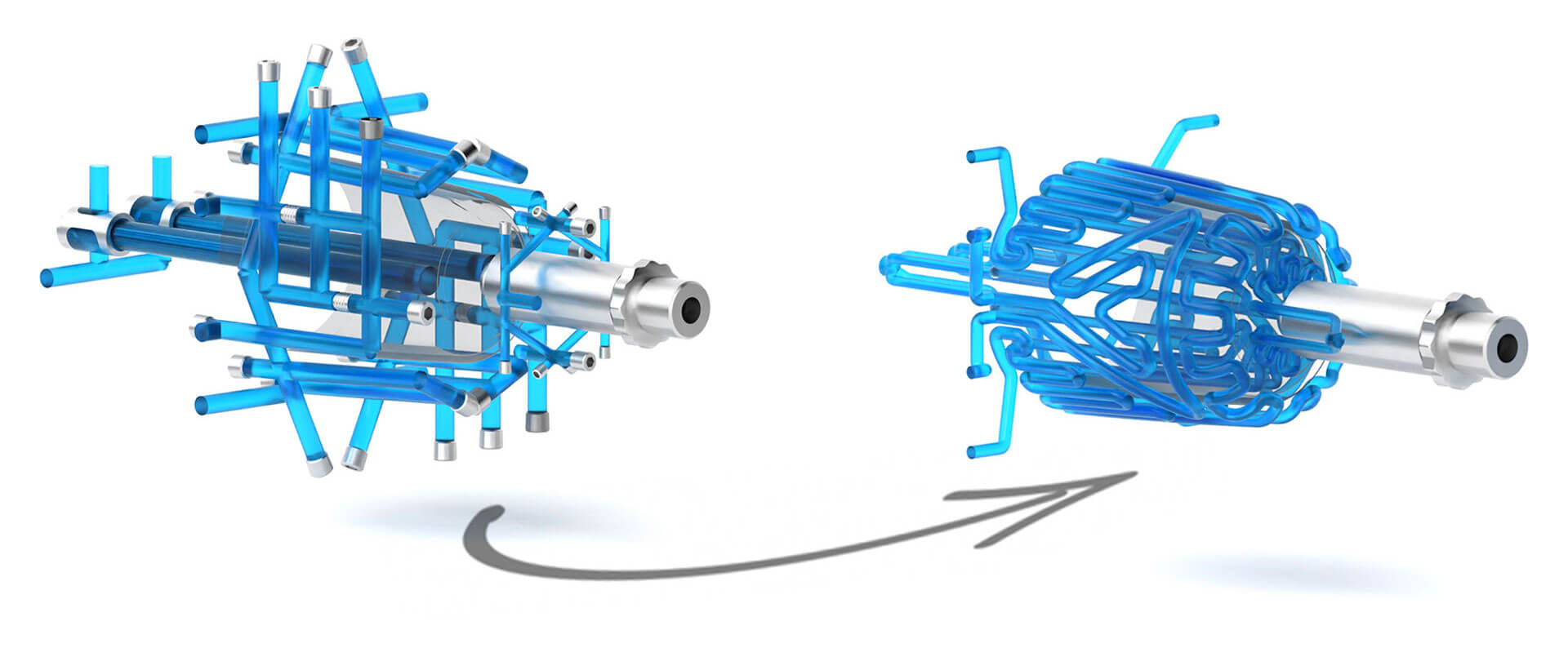
Conventional Cooling Channel Layout

Conformal Cooling Channel Layout
Usporedba između konvencionalnog i konturno bliskog upravljanja temperaturom ističe prednosti optimiziranog hlađenja. Kod optimiziranog hlađenja, kanali hlađenja prate oblik dijela preciznije, omogućujući točno preslikavanje dijamantnih struktura tijekom hlađenja. To je posebno korisno u kritičnom području jezgre, gdje je disipacija topline ključna kroz cijeli ciklus, omogućujući znatno učinkovitije hlađenje.
Rezultati optimizacije alata za čašu
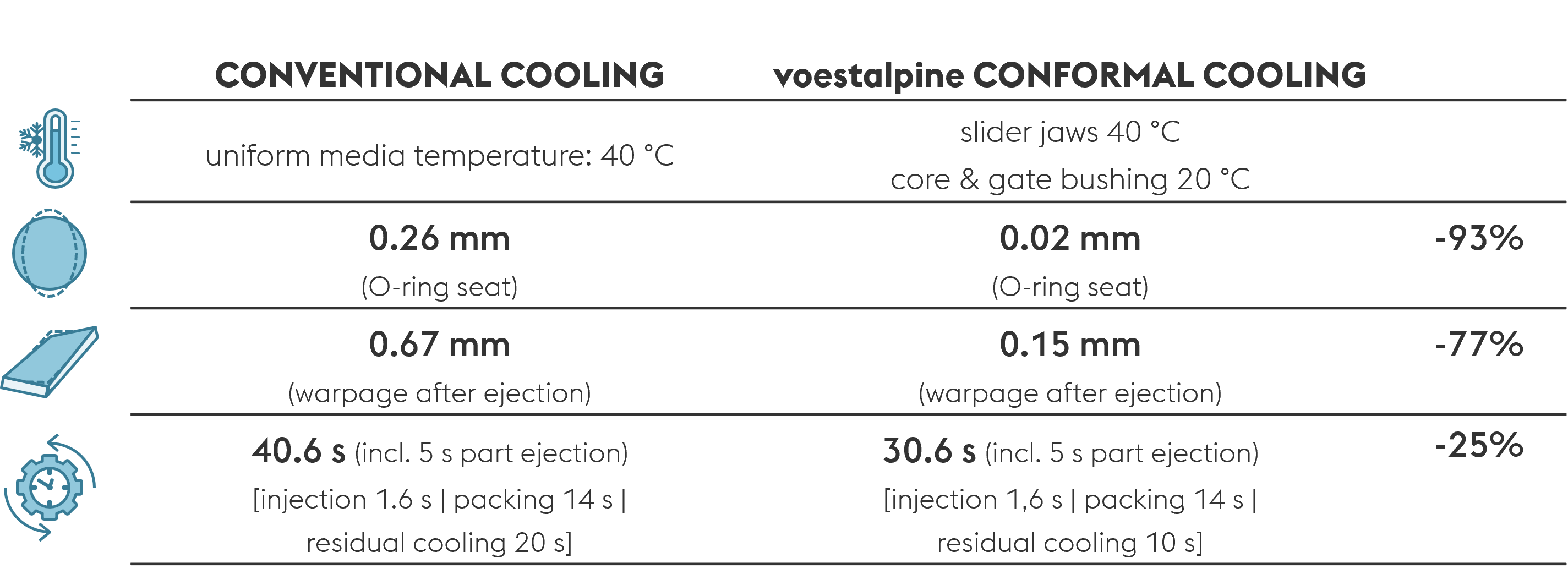
Kritična kvalitativna značajka oblikovanog dijela je okruglost i promjer sjedala O-prstena. Ilustracija pokazuje da se konturnim hlađenjem deformacija smanjuje za približno 0,24 mm unatoč 10 s kraćem vremenu hlađenja. Jednako važno, potrebna tolerancija i dalje se postiže. Značajno smanjenje izvijanja pripisuje se vrlo homogenoj temperaturi stijenke kalupa na klizačima (ΔT < 2 K).
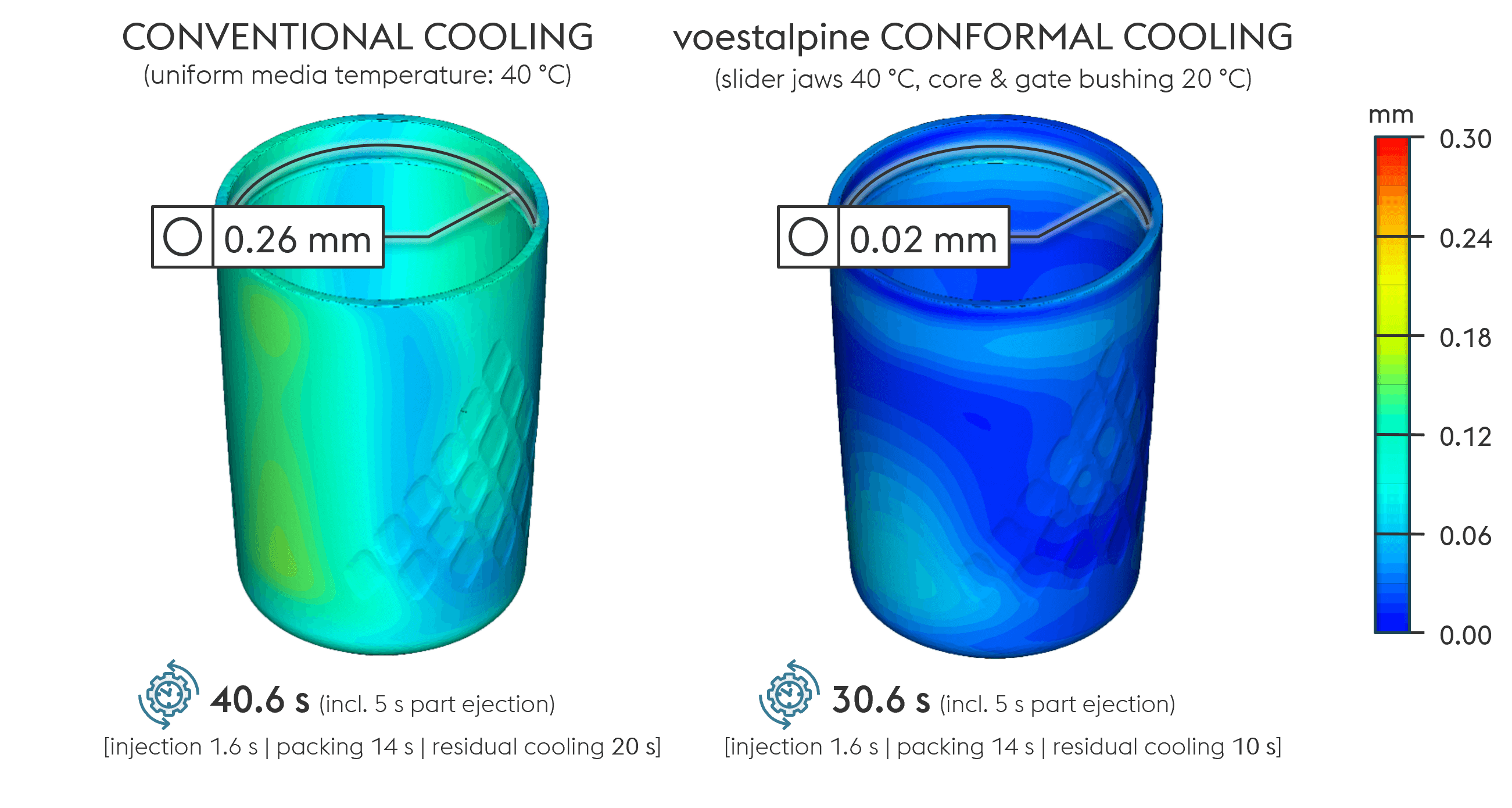
Virtualno uzorkovanje korišteno je za određivanje optimalnih procesnih parametara: 40 °C za klizače, 20 °C za jezgru kalupa i tuljac usnika. Ovaj pristup omogućio je idealnu ravnotežu između ekonomičnosti (kraći ciklus) i visoke kvalitete komponente (preciznost, reprodukcija teksture, minimalno izvijanje i okruglost).
voestalpine ALAT ZA POKLOPAC ČAŠE
Geometrija poklopca voestalpine COFFEE CUP LID manje je sklona izvijanju. Međutim, velika debljina stijenke od 3,5 mm predstavlja izazov pri dizajnu sustava hlađenja. Visoka debljina potrebna je za postizanje dovoljnog učinka tlačenja (packing) i na rubu za piće i na zasunu.

Conventional Cooling Channel Layout

Conformal Cooling Channel Layout
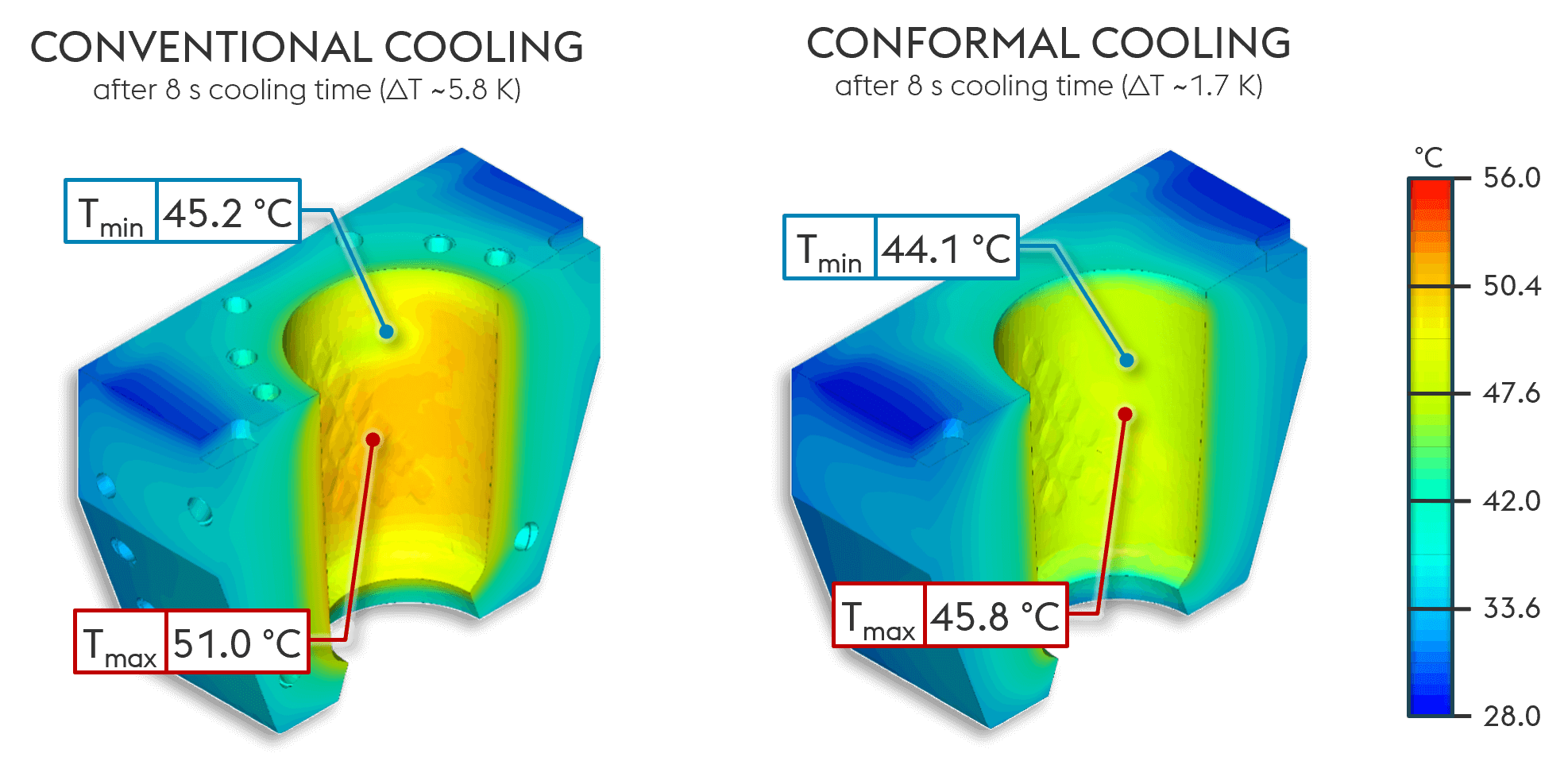
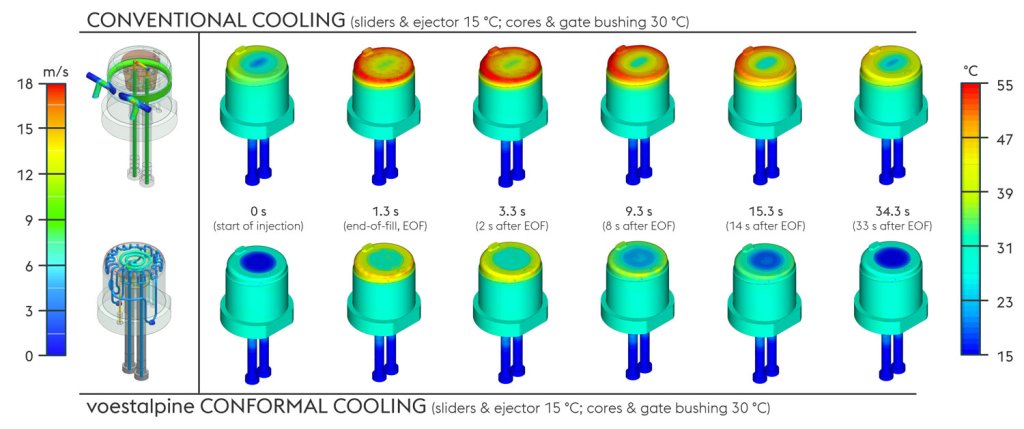
Učinkovita disipacija topline ključna je osobito u jezgri na strani izbacivača, povezanoj s velikim potiskivačem. Kod konvencionalnih dizajna kanala hlađenja hlađenje je moguće samo ispod geometrije jezgre, pa se jezgra u stabilnom radu zagrije više od 10 °C iznad temperature rashladnog medija na početku ciklusa. optimizirano hlađenje, naprotiv, omogućuje pozicioniranje kanala blizu geometrije dijela, osiguravajući da jezgra na početku svakog ciklusa zadrži zadanu temperaturu rashladnog medija.
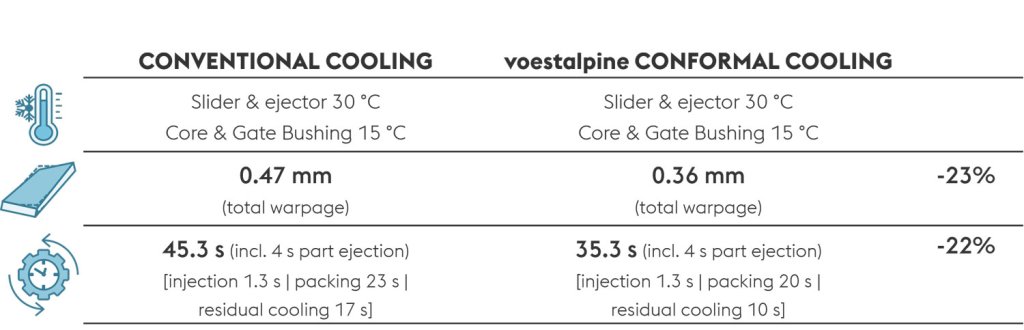
Smanjenje vremena hlađenja alata poklopca
Kod dizajna COFFEE CUP LID, upravljanje nakupljanjem mase na prijelazu između baze poklopca i ruba za piće predstavlja veliki izazov za hlađenje. Problem dodatno pojačava dvostruki rub u tom području, što dodatno smanjuje površinu dostupnu za disipaciju topline. Budući da je rub za piće ključna vidljiva kvalitativna značajka, presudno je da hlađenje osigura učinkoviti pritisak držanja i spriječi udubljenja. Primjenom konturnog hlađenja učinkovitost hlađenja u tom području znatno se poboljšava u usporedbi s konvencionalnim rasporedom.
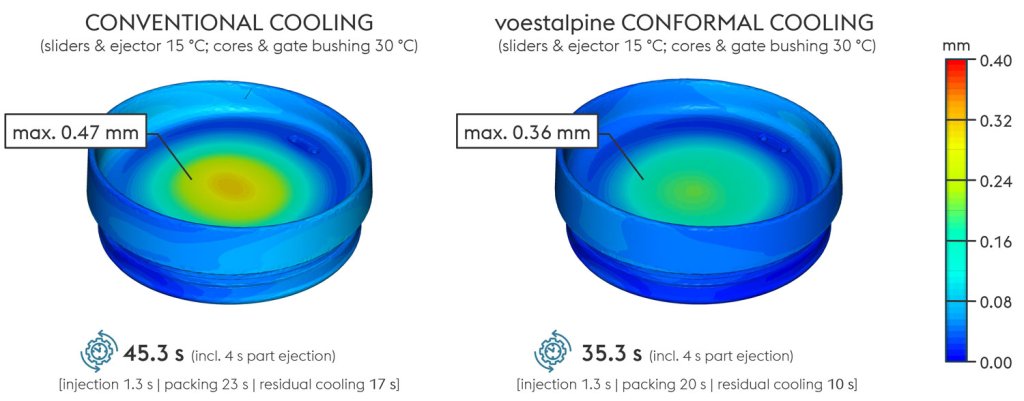
Dodatno, toplinski unos iz mlaznice vrućeg razdjelnika ima važnu ulogu u održavanju ravnosti baze poklopca. Učinkovitije hlađenje u područjima jezgre i izbacivača dodatno poboljšava ravnost. Oba poboljšanja kvalitete postignuta su uz istodobno značajno smanjenje vremena ciklusa za 10 sekundi.