
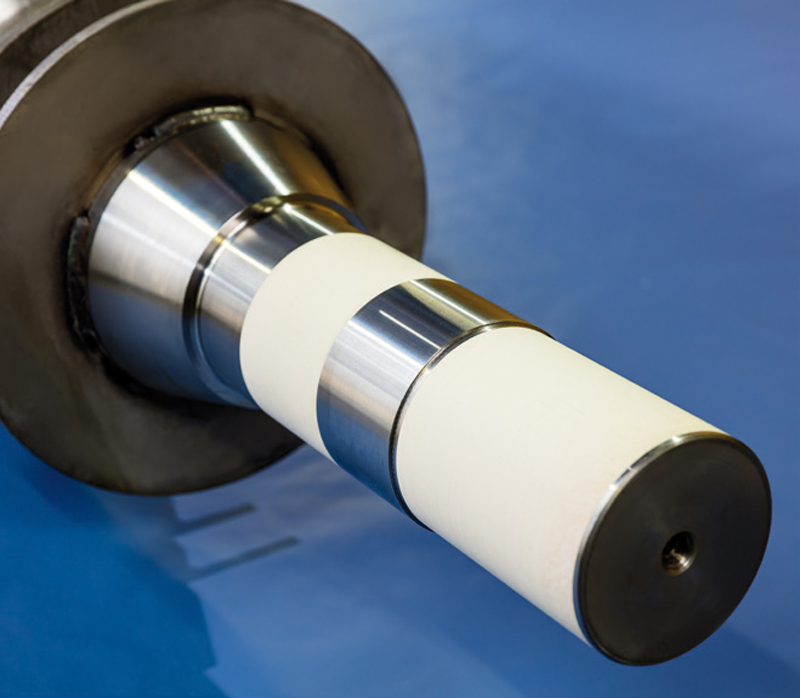
Thermisches Beschichten ist Erfahrungssache! Wir haben jahrzehntelange Erfahrung im Thermischen Spritzen von Bauteilen in den unterschiedlichsten Einsatzbereichen. Verschleißschutz, chemische Beständigkeit, Isolation und die Wiederherstellung der Bauteilgeometrie sind Themen, die durch die Thermische Beschichtungstechnik optimal gelöst werden können. Bauteile wie Kolbenstangen in der Hydraulik, Sitze von Wellendichtringen, Lagersanierungen, Hartauftragungen auf rotationssymmetrische, aber auch flächige Bauteile sind typische Anwendungsfälle, die wir laufend für unsere Kund:innen bearbeiten.
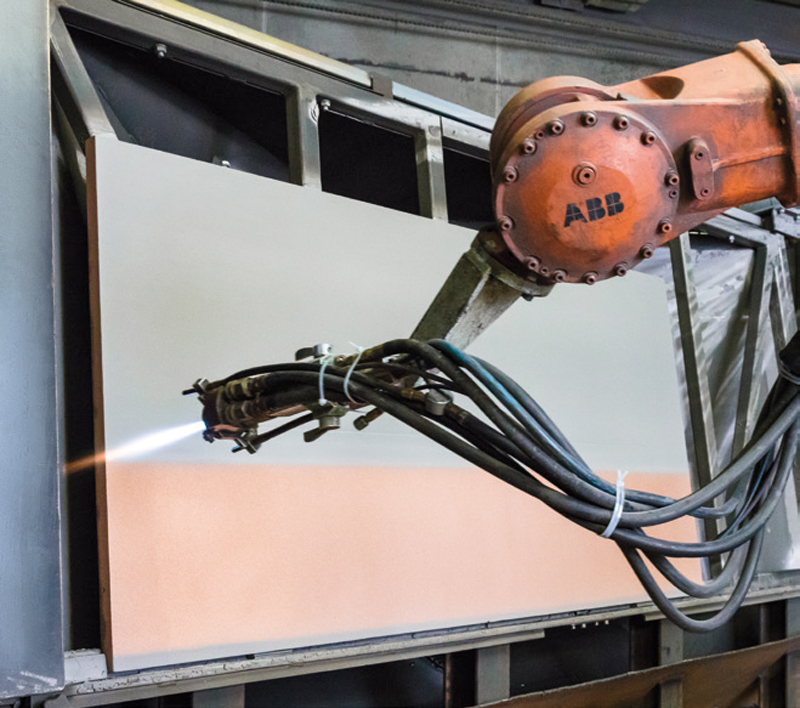
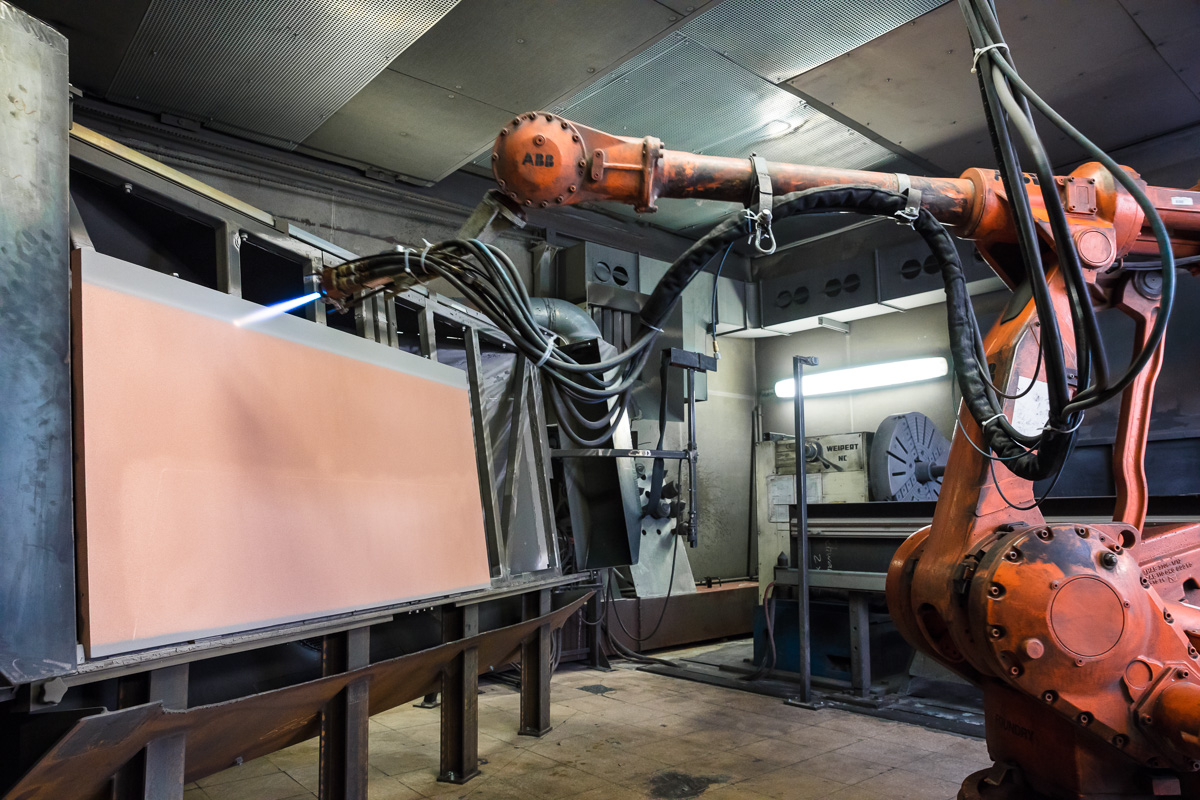
Die Beschichtungsarbeiten werden in unseren hochmodernen Kabinen durchgeführt. Unter bestimmten Voraussetzungen wird in manchen Fällen auch eine Beschichtung vor Ort durchgeführt.
Unsere Spezialist:innen erarbeiten im Vorfeld für ihre Aufgabenstellung die optimale Lösung.
Ihre Vorteile:
- Kompetente Ansprechpartner
- Hochqualifiziertes Personal
- Jahrzehnte lange Erfahrung
- Vor- und Nachbearbeitung im Haus möglich
Bilderleiste


DRAHTFLAMMSPRITZEN
Mit diesem Verfahren können unlegierte, niedrig und hochlegierte Werkstoffe sowie Buntmetalle (Kupferlegierungen) verarbeitet werden. Die Schichtdicken können dabei bis zu 15 mm betragen.
PULVERFLAMMSPRITZEN
Das Einsatzgebiet entspricht großteils dem des Drahtflammspritzens, wobei hier vor allem hochlegierte Stähle und Nickelbasiswerkstoffe verarbeitet werden (auch Kunststoff und Keramik sind möglich).
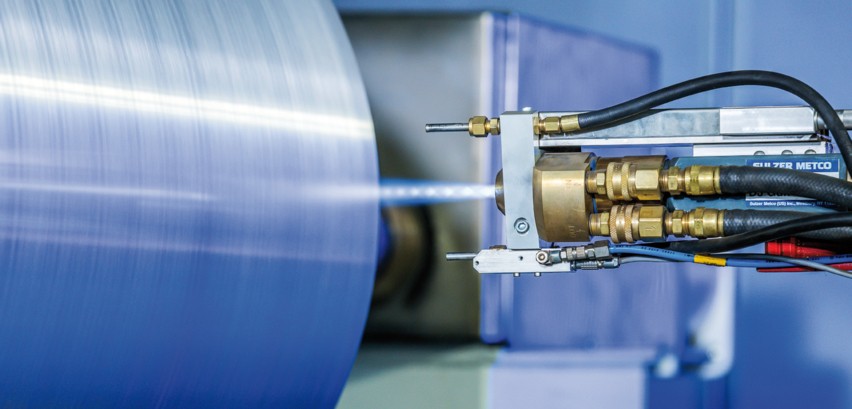
PLASMASPRITZEN
Bei diesem Verfahren kann im Flammenstrahl eine sehr hohe Temperatur erreicht werden, daher können hier auch hochschmelzende Materialien wie Keramiken verarbeitet werden. Die erreichbaren Schichtdicken sind mit etwa 1 mm begrenzt. Mit diesem Verfahren können sowohl elektrisch als auch thermisch isolierende Schichten erzeugt werden. Weiters können für Dichtsitze Beschichtungen mit Härten über 60 HRc gefertigt werden.
HOCHGESCHWINDIGKEITSFLAMMSPRITZEN HVOF
Das jüngste der großindustriell einsetzbarenSpritzverfahren dient vor allem zurVerarbeitungkarbidischer Werkstoffe, aberauch für großflächige Schmelzverbundschichtenmit Härten bis 60 HRc.
ELEKTROLICHTBOGENSPRITZEN
Als wirtschaftlicher Ersatz von drahtflammgespritzten Schichten oder als Spielfeld zur Entwicklung von neuen Legierungen „Pseudolegierungen“ gehört das Elektrolichtbogenspritzen in jeden Betrieb.

