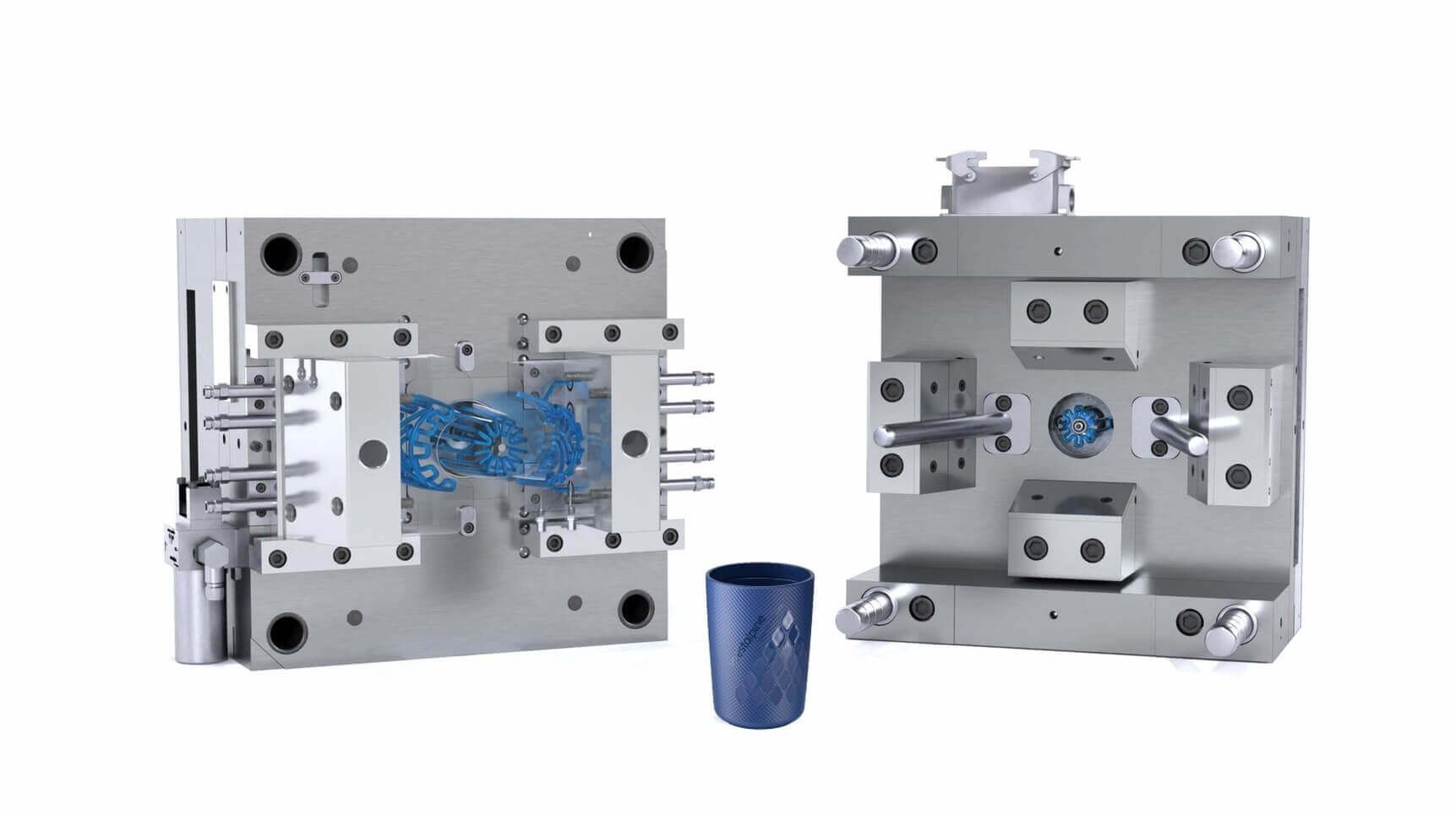
voestalpine Coffee Cup & Lid Molds
Innovation layer by layer
While AM offers a nearly endless range of possibilities, there are certain areas of excellence that voestalpine has a special focus on:

As an emerging AM service provider for the aerospace sector, we bring together materials expertise, advanced engineering, and global manufacturing capacity under one umbrella. We conduct application-specific R&D to deliver continually improved material solutions that meet the rigorous standards of the aerospace industry. Our engineering team works side by side with you to maximize the benefits of AM.
With combined AS 9100 and ISO 9001:2015 certification, we deliver AM services and expertise directly to aviation and aerospace companies. voestalpine’s global footprint makes us the ideal partner for your aerospace projects—whether for prototyping or serial production—wherever you need it.
Current Portfolio/Development Portfolio: Rocket propulsion components
Qualified Materials:

voestalpine Additive Manufacturing delivers customized suppressor solutions using cutting-edge 3D printing technology. By leveraging premium materials such as Titanium (Ti64) and Inconel 718, combined with unparalleled design freedom, we create highly optimized, lightweight, and extremely durable suppressors for hunting, sport, and military applications. Our experts develop individual designs tailored to your needs – from rapid prototyping to full-scale production. Benefit from ultra-fast development cycles, minimal post-processing, and optional premium finishes like DLC coating.
Your advantages: maximum precision, reduced noise and recoil, and top-tier quality

We reduce the total costs of ownership per produced part and optimize the OEE for the foundries with our solutions by reduction of scrap rate, increasing the productivity and extending the service life. Such commitment to improved performance builds on decades of experience as a recognized global leader in the manufacture and supply of tool steel. This experience gives us a deep understanding of the challenges our customers face in the die casting industry. Customer intimacy and technical expertise are key factors in developing successful solutions with our partners.
Our attention to detail goes far beyond tool design. Our additive manufacturing experts create printing parameters specifically optimized for our range of high-performance die casting materials, delivering unique solutions with superior results.
Unique tools demand unique solutions. By working closely with our customers and leveraging state-of-the-art additive manufacturing and materials know-how, we develop tailor-made AM solutions optimized for die casting.
Your trusted AM partner.
AM expertise paired with extensive high-pressure die casting know-how ensures we deliver the best possible tooling solutions to our customers. We support them through a detailed consultation process to develop the right solution for the right application, using state-of-the-art tools to guide the manufacturing process from initial concept to functional parts. Where needed, our high-pressure die casting experts can help re-design tools to meet the exact requirements of each application.
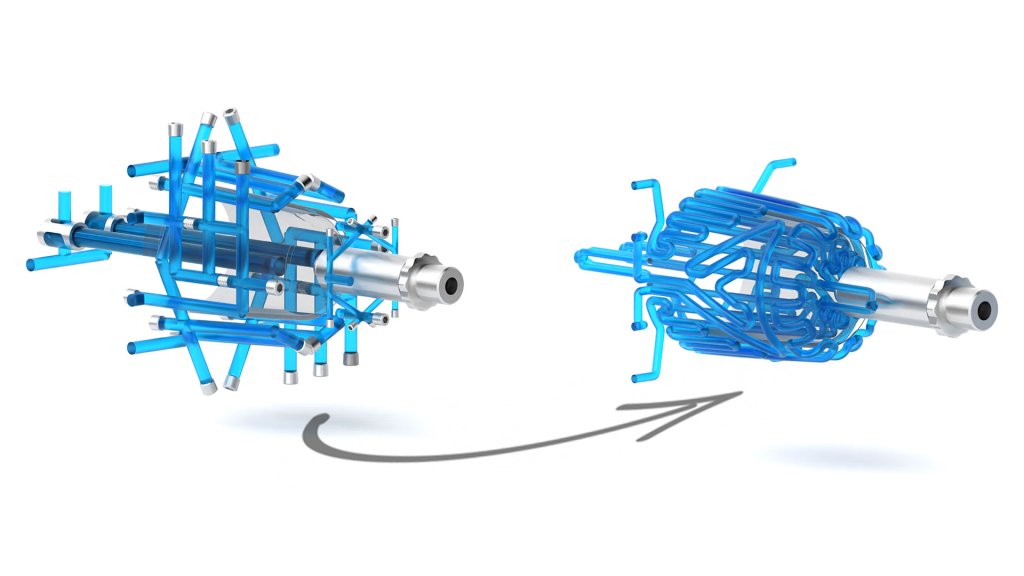
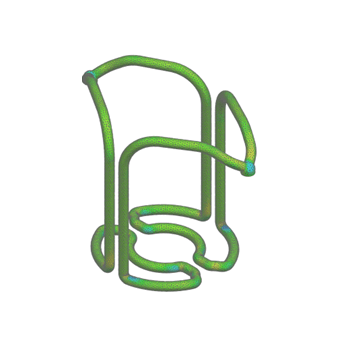
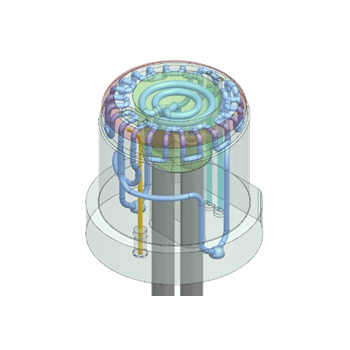
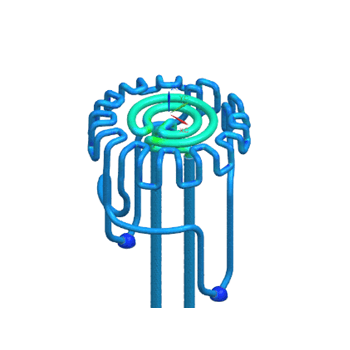
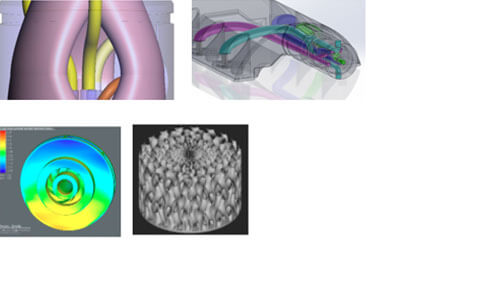
Our data-driven approach to cooling channel design analyzes processing parameters and mechanical loads to create detailed computer models and process simulations. This method of optimizing thermal management is essential to achieve the right balance between efficient cooling and the mechanical performance of the tool.
This process goes far beyond regular conformal cooling channel design. We understand high-pressure die casting.
Failure analysis and process simulation are key competencies. When combined with our AM design and processing know-how, we gain a deep understanding not only of the challenges but also of how to best optimize each part to meet the customer’s performance needs. Thermal management with stress-optimized channel design is essential for casting quality and mold life.
We ensure the highest quality, reliability, and consistency by managing every step of the value chain—from powder production to the delivery of the finished part. Whether for a single component or series production, our internal quality systems guarantee your requirements are met every time. Using state-of-the-art tools, we continually improve and refine our printing processes. Design of Experiments, Statistical Process Control, and Process Monitoring form the foundation of our methodology. Ongoing innovation from our AM and materials teams ensures superior material properties for the most demanding applications. As a result, our customers can put parts into service with complete confidence.
We understand the complex interactions between laser and material. This deep expertise in AM and high-pressure die casting enables our customers to add value to their business and gain a competitive advantage.
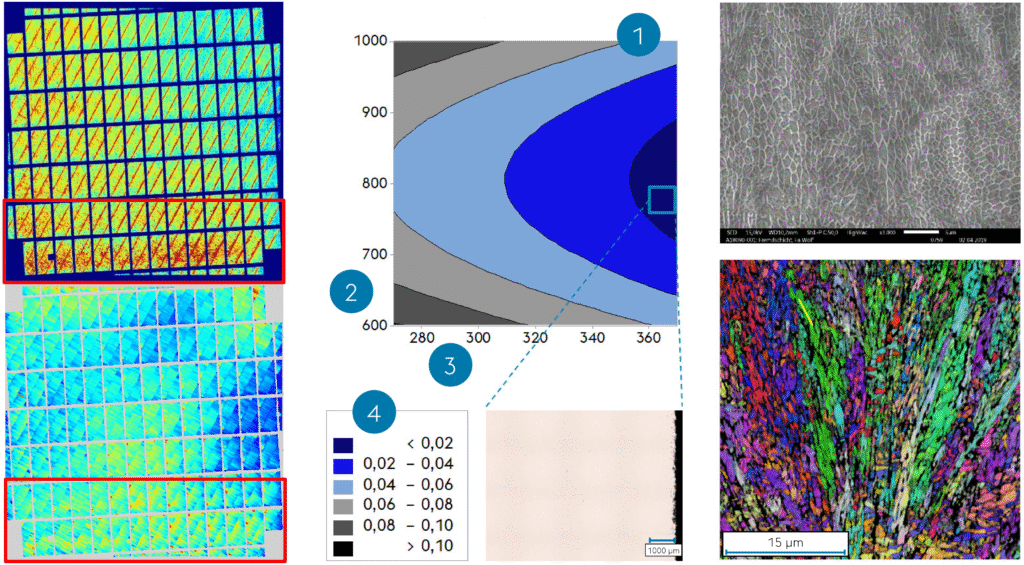
Image Details:
1. Contour plot of porosity [XZ Cross]
2. Scan speed Vs [mm/s]
3. Laser power PL [W]
4. Porosity XZ
Image Left: Optimization goal “build zone” detected by process monitoring using EQSTATE Exposure OT (top) and EQSTATE meltPool (below).
Image Middle: Design of experiments for parameter optimization using contour map of response surface design for porosity (top) and the related metallographic sample after optimization (below).
Image Right: Microstructure of AM processed H13-type analyzed by SEM (top) and EBSD (below)
Our long history of developing materials for the high-pressure die casting industry ensures that the powders we use are of the highest quality, delivering superior tool life.
Uddeholm Dievar® for AM is a high‑performance chromium‑molybdenum‑vanadium alloyed hot work tool steel that offers very good resistance to heat checking, gross cracking, hot wear, and plastic deformation. Regardless of the dominant failure mechanism, Uddeholm Dievar® for AM offers the potential for significant improvements in die life, resulting in better tooling economy.
In Short:
BÖHLER W360 AMPO is our premium grade for high pressure die casting applications. This proprietary grade has been designed to outperform many traditional tool steels such as 1.2709 (Maraging 300), 1.2343 ESR (H11) and 1.2344 ESR (H13).
In Short:
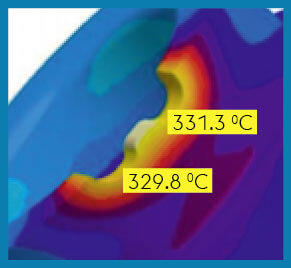
Simulation results
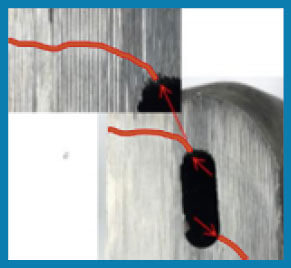
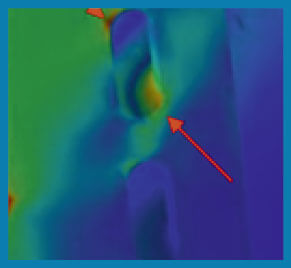
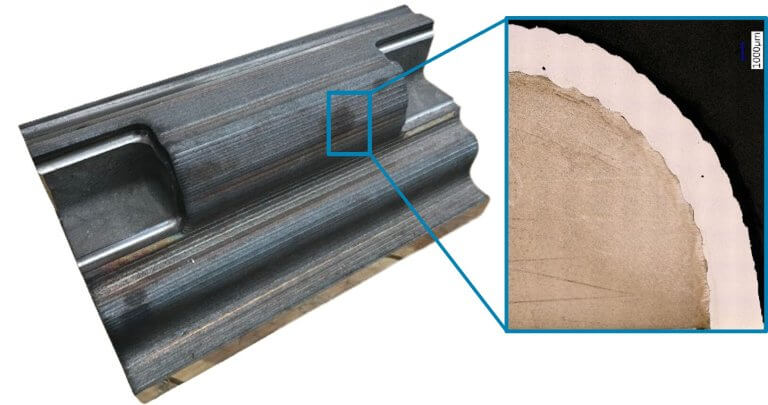
Our support does not end with the delivery of additive-manufactured inserts—it goes far beyond that. Every tool has a defined lifetime and will eventually fail. We analyze and examine failed tool inserts to determine the root cause of damage. For example, a crack can have many different origins. Only by identifying the cause can we take the necessary steps to extend service life and prevent recurrence.
Example:
Cracks caused by incorrect channel design due to unmet customer requirements.
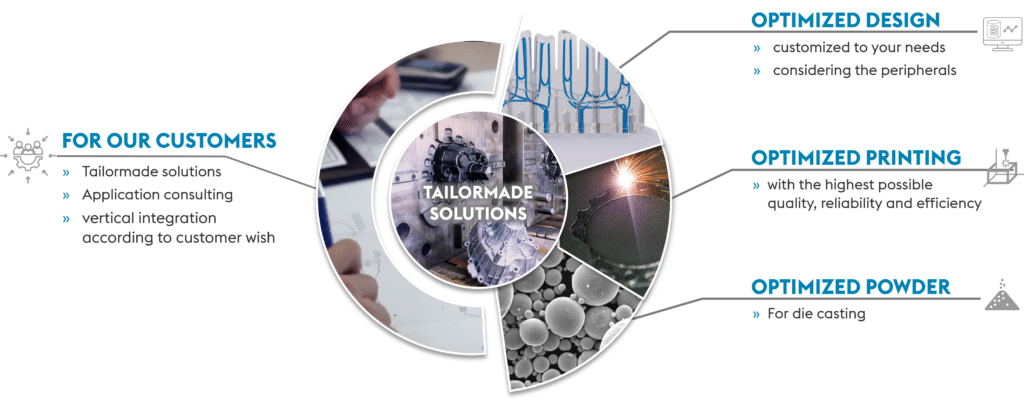
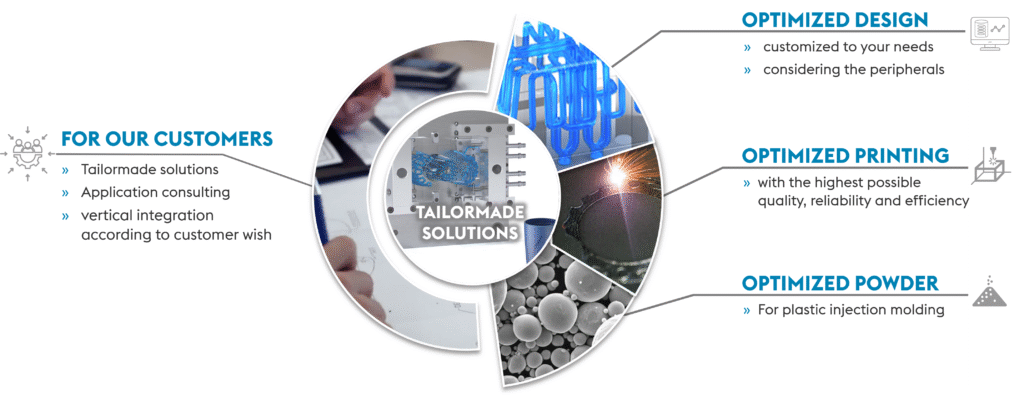
Optimized Design. Optimized Printing. Optimized Powder. Optimized for You!
Our three-pillared approach to additive manufacturing consistently delivers significant performance improvements for high pressure die casting tooling applications. We reduce the total costs of ownership per produced part and optimize the OEE for the foundries with our solutions by reduction of scrap rate, increasing the productivity and extending the service life. This includes a wide range of voestalpine Engineered Products such as sub-inserts, sprues, distributors, distributor rings, and more. See our Engineered Products for High Pressure Die Casting below.
As a global steel and technology leader, we offer the full suite of production techniques and services throughout the value chain, supporting and driving innovation and development based on lengthy experience around materials and processing. Starting from the alloy development and metal powder production, to design and manufacturing and including post-processing. We offer the end-to-end solutions to reduce waste and mitigate risk in the supply chain with the goal of being your trusted and reliable business partner. We deliver tailormade solutions from concept to component.






Explore our full range of Engineered Products for High Pressure Die Casting—click below to learn more.
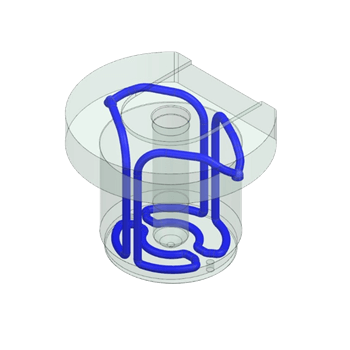
With conformal cooling we significantly speed up production by reducing cooling time while ensuring stable, consistent high plastic part quality. Such commitment to improved performance builds on decades of experience as a recognized global leader in the manufacture and supply of tool steel. This experience gives us a deep understanding of the challenges our customers face in the plastic injection molding (PIM) industry. Customer intimacy and technical expertise are critical factors in developing successful solutions with our partners.
Our attention to detail goes far beyond tool design. Our additive manufacturing experts develop printing parameters specifically optimized for our range of high-performance PIM materials, delivering unique solutions with superior results.
Unique tools demand unique solutions. By working closely with our customers and leveraging state-of-the-art additive manufacturing and materials know-how, we create tailor-made AM solutions optimized for PIM.
Your trusted AM partner.
AM expertise paired with extensive PIM know-how ensures we deliver the best possible tooling solutions to our customers. We guide them through a detailed consultation process to develop the right solution for the right application, using state-of-the-art tools to support the manufacturing process from initial concept to functional parts. Where needed, our PIM experts assist in re-designing tools to meet the exact requirements of each application.
Our data-driven approach to cooling channel design analyzes processing parameters and mechanical loads to create detailed computer models and process simulations. This method of optimizing thermal management is essential to achieve the right balance between efficient cooling and the mechanical performance of the tool.
This process goes far beyond standard conformal cooling channel design. We understand PIM.
Failure analysis and process simulation are key competencies. When combined with our AM design and processing know-how, we gain a deep understanding not only of the challenges but also of how to best optimize each part to meet the customer’s performance requirements.
We ensure the highest quality, reliability, and consistency by managing every step of the value chain—from powder production to the delivery of the finished part. Whether for a single component or series production, our internal quality systems guarantee your requirements are met every time. Using state-of-the-art tools, we continually improve and refine our printing processes. Design of Experiments, Statistical Process Control, and Process Monitoring form the foundation of our methodology. Continuous innovation from our AM and materials teams ensures superior material properties for the most demanding applications—along with the best surface quality achievable with AM. As a result, our customers can put parts into service with complete confidence.
We understand the complex interactions between laser and material. This deep expertise in AM and PIM enables our customers to add value to their business and gain a competitive advantage.
Image Details:
1. Contour plot of porosity [XZ Cross]
2. Scan speed Vs [mm/s]
3. Laser power PL [W]
4. Porosity XZ
Image Left: Optimization goal “build zone” detected by process monitoring using EQSTATE Exposure OT (top) and EQSTATE meltPool (below)
Image Middle: Design of experiments for parameter optimization using contour map of response surface design for porosity (top) and the related metallographic sample after optimization (below)
Image Right: Microstructure of AM processed H13-type analyzed by SEM (top) and EBSD (below)
We have the right powder for your demanding application.
| Grade | Achievable hardness | Corrosion resistance | Wear resistance | Polishability | Notch impact energy |
|---|---|---|---|---|---|
| 52 HRC | ★★★ | ★★★ | ★★★ | / |
Uddeholm Corrax® for AM | 50 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
Uddeholm Tyrax® for AM | 551 (58) HRC | ★★★★ | ★★★★★ | ★★★★★ | ★★★★★ |
BÖHLER M789 AMPO | 52 HRC | ★★★★★ | ★★★ | ★★★★ | ★★★★ |
1direct tempering, ²bar stock material for comparison
| Grade | Achievable hardness | Corrosion resistance | Wear resistance | Polishability | Notch impact energy |
|---|---|---|---|---|---|
| 53 HRC | / | ★★★ | ★★★★★ | / |
BÖHLER W722 AMPO (~1.2709) | 54 HRC | / | ★★★ | ★★★★ | / |
Uddeholm Dievar® for AM | 48 HRC | / | ★★★ | ★★★★★ | ★★★★★ |
BÖHLER W360 AMPO | 57 HRC | / | ★★★★★ | ★★★★ | ★★★ |
As a global steel and technology leader, we provide a complete suite of production techniques and services across the entire value chain—driving innovation and development through decades of expertise in materials and processing. From alloy development and metal powder production to design, manufacturing, and post-processing, we deliver end-to-end solutions that reduce waste and mitigate supply chain risk, with the goal of being your trusted and reliable business partner.
We deliver tailor-made solutions from concept to component.


Our three-pillared approach to additive manufacturing consistently delivers significant performance improvements for PIM customers across a wide range of tooling applications, including inserts, sliders, filters, and mixers.
OPTIMIZED DESIGN. OPTIMIZED PRINTING. OPTIMIZED POWDER. OPTIMIZED FOR YOU.
Find out how tool makers, injection molders and OEMs are leveraging our complete value chain, which combines cutting-edge technology and materials expertise, to realize innovative product design and achieve cost-efficient production.
The voestalpine Coffee Cup & Lid Molds use case demonstrates what is possible when innovation, collaboration, and technology come together to push the boundaries of mold and part design.
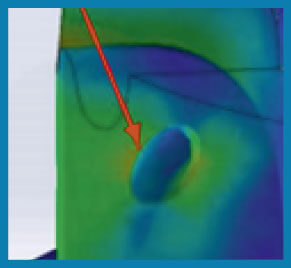
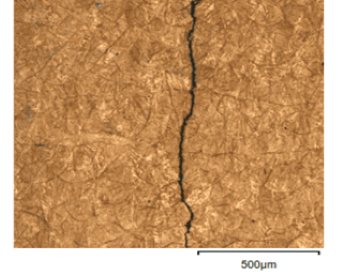
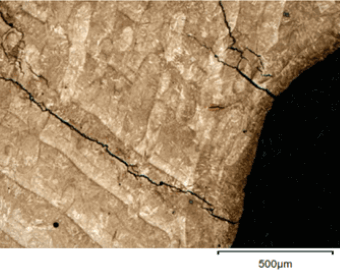
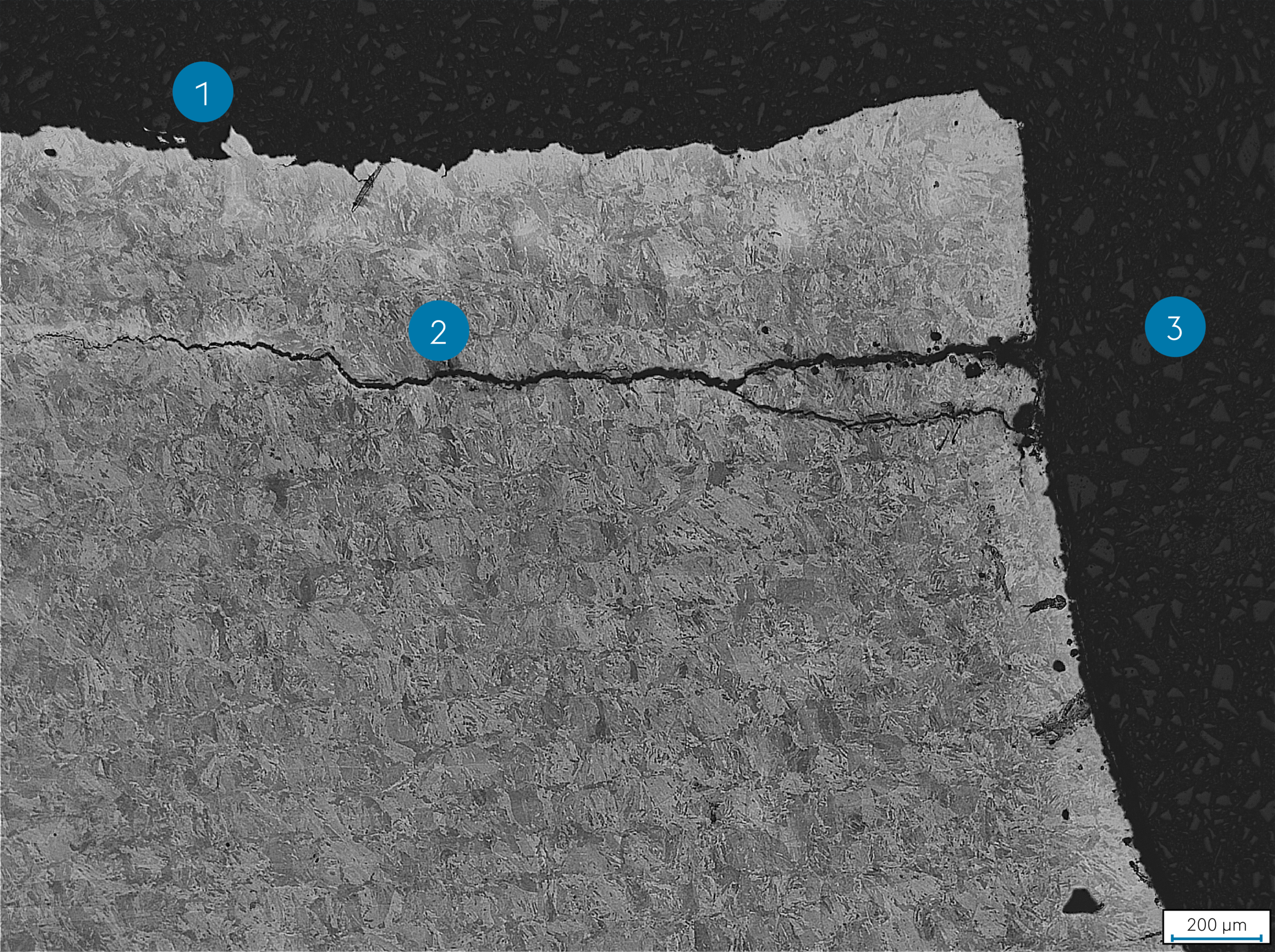
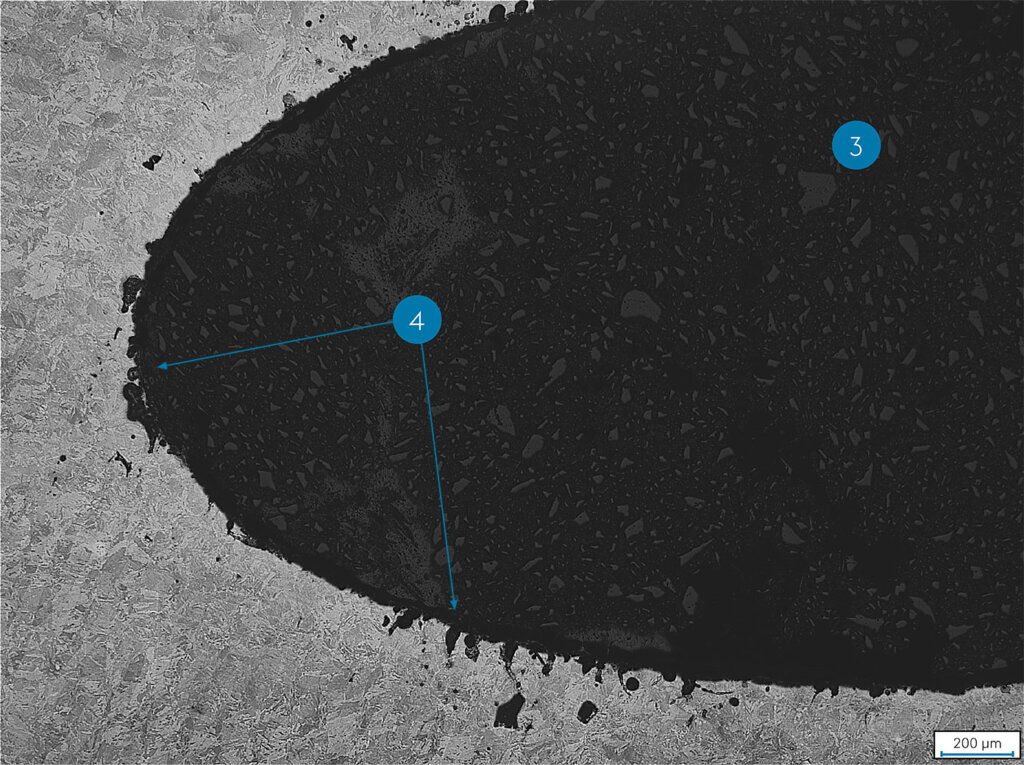
Our support does not end with the delivery of additive-manufactured inserts—it goes far beyond that. Every tool has a defined lifetime and will eventually fail. We analyze and examine failed tool inserts to determine the root cause of damage. For example, a crack can have many different origins. Only by identifying the cause can we take the necessary steps to extend service life and prevent recurrence.
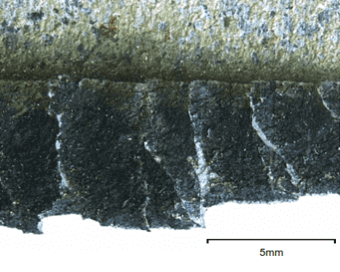
Example: Cracks caused by corrosion
Top: Fracture surface and further cracks (longitudinal view; image from light optical microscope)
Bottom: light microscope image of several corrosion spots in cross section
Image Details:
Explore our full range of Engineered Products for Plastic Injection Molding—click below to learn more.

Andreas Bartling
Technical application consultant
Phone: +49 160-3889157
Internally cooled tools for the direct press hardening of high-strength sheets are exposed to a complex range of loads. Abrasive wear, especially on the outer radii, reduces sheet-to-tool contact and, as a result, impairs heat transfer. This ultimately leads to component rejects due to dimensional deviations caused by sheet springback.
In addition, the materials used for these tools must offer high resistance to cyclic thermal loading to prevent surface cracks. Because press-hardened sheets are typically coated with AlSi, adhesive wear also occurs, requiring regular manual polishing cycles. These wear mechanisms often interact with one another.
To meet these demanding requirements, special materials with hardness levels around 58 HRC are commonly used. However, their relatively low ductility increases the risk of cracks originating from the cooling channels, which usually result in total tool failure.
An efficient solution to these problems is the use of tool segments coated by laser metal deposition for press hardening
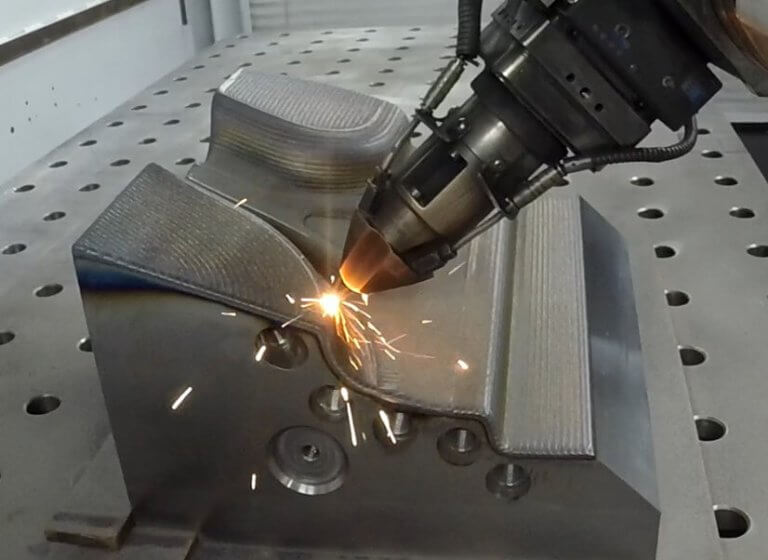
We provide tailor-made hot-work steel coating designed for the toughest demands in actively cooled tools.
This advanced combination ensures durability, precision, and reliability—setting the stage for clear advantages in performance and maintenance.

Offering End-to-End Additive Manufacturing Services – from concept to commercialization. Global footprint in North America, Europe and Asia
We transform legacy parts into precise 3D CAD models with advanced scanning and create digital passports for smart warehousing—cutting costs and lead times. By choosing the optimal manufacturing method and acting fast, we keep your production running without delays.

AM-specific design expertise aided by process simulation software to ensure
successful printing, offering design consultation to customer’s engineering
teams.
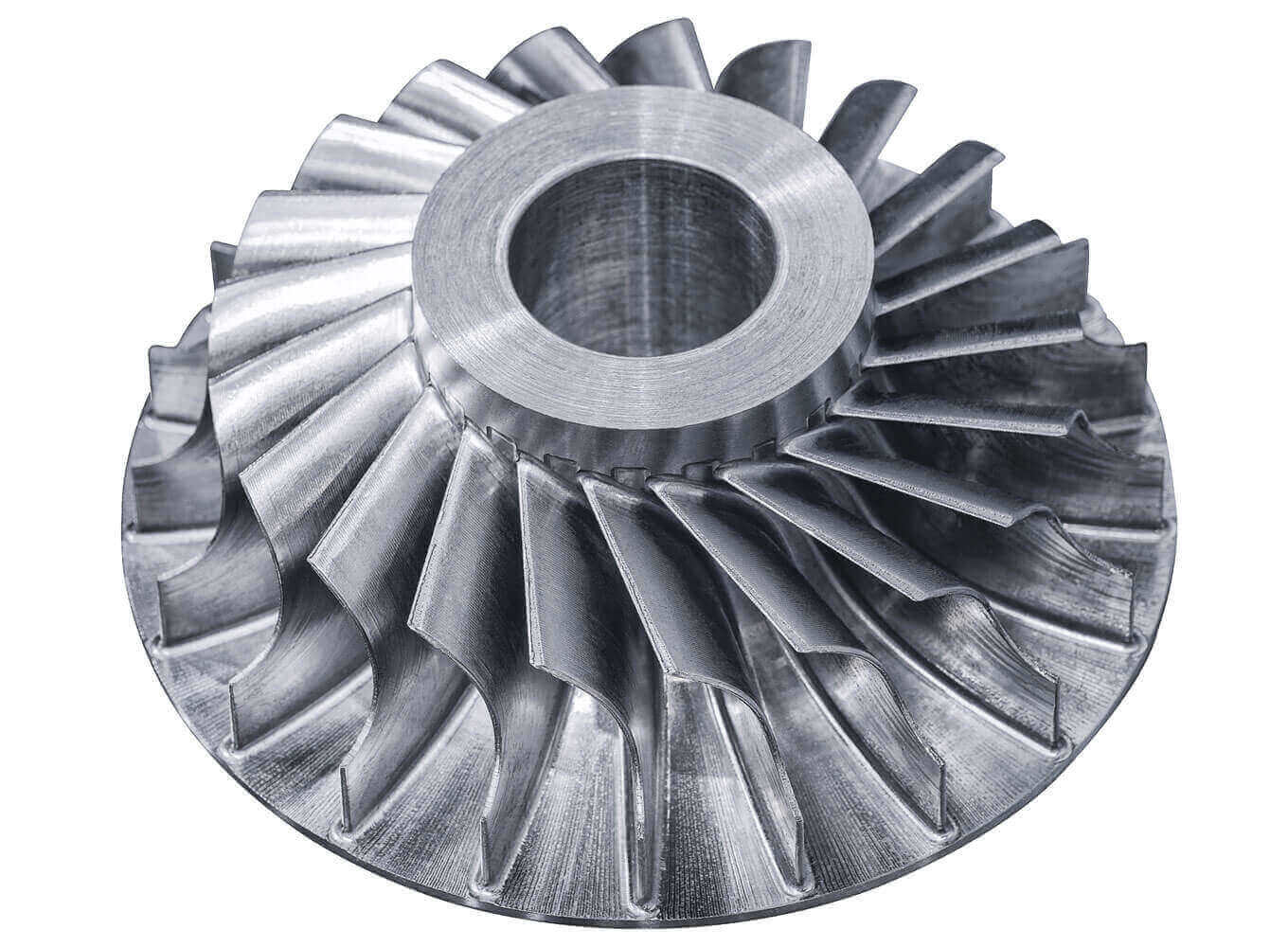
Supporting customer with Design for Additive Manufacturing (part unitization,
topology optimization, minimize material usage and support structure) from
conventional to AM on components such as downhole motor, wireline, pumps,
sensor housing, nozzles, BOP, impeller, heat exchanger, and more.

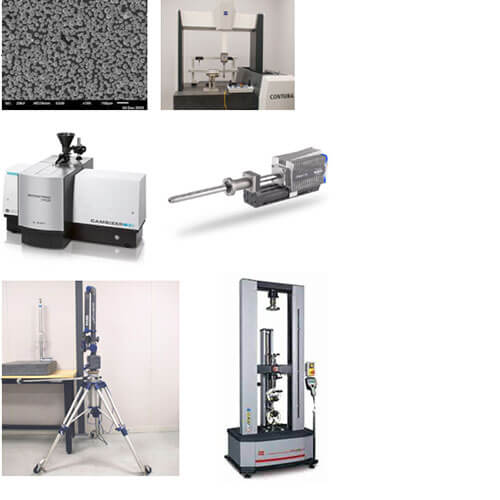
Quality Management Systems:
Powder Feedstock Control, such as Chemical Analysis, Powder Density,
Flowability, PSD, Morphology, Humidity.
Metallurgical Analysis and Mechanical Testing, such as Chemical Analysis,
Density, Microstructure, Surface Roughness Characterization, Tensile Testing,
Impact Testing, Hardness Testing.
Non-destructive Examinations: Surface NDE via Liquid penetrant testing
(LPT), Volumetric NDE via CT or RT.
Dimensional Inspection: FaroArm 3D scanning, CONTURA 7 CMM.