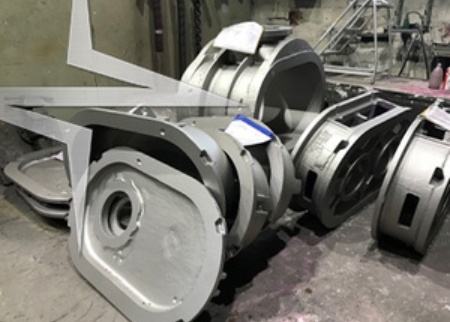
Im Rahmen eines neuen Projekts mussten schweißtechnische Optimierungen an einem Rotorgehäuse für ein Prozessgasgebläse im Kernkraftwerk vorgenommen werden. Im Speziellen betraf dies die Ein- und Auslasser der Lagergehäuse und deren Deckelkonstruktionen. Das Endprodukt wird im nukleartechnischen Bereich eingesetzt. Vor diesem Hintergrund mussten bei der Fertigung RCC-M Standards eingehalten werden. Deshalb war es bei den sorgfältigen Schweißungen zudem wichtig, eine lückenlose Dokumentation des Schweißprozesses zu gewährleisten.
Um ein makelloses, gänzlich dichtes Bauteil herzustellen, wurde eine schweißtechnische Komplettlösung von voestalpine Böhler Welding gewählt:
- Schweißzusatz: Metallpulverfülldraht FOXcore 13/4-MC (1,2mm)
- Schweißgerät: Multiprozessanlage URANOS 4000 GSM mit Böhler Arc-Kennline für FOXcore 13/4-MC
- On-Site-Service: Unser Außendienst hat in enger Abstimmung mit dem Kunden und einem regionalen Partner Performance Händler die Anforderungen des Kunden analysiert und eine maßgeschneiderte Lösung erarbeitet
- Dokumentationssoftware: Weld@Net® PCM (Production Control Monitor)
- PPE: Nutzung eines BÖHLER Air ist ein Gebläseatemschutz-Systems (PAPR-System), das den Schweißer bestmöglich gegen Partikel und Gase schützt
Die schweißtechnisch zu bearbeitenden Prozessgasgebläse werden aus dem Werkstoff X 5 CrNiMo 13 4 gegossen (nichtrostender, weichmartensitischer Chrom-Nickel-Stahl mit Molybdänzusatz; Temperaturbereich von -60 °C bis +300 °C). Damit der Werkstoff seine Eigenschaften aus guter Zähigkeit bei begrenzter Härte (in diesem Falle max. 23 HRC) auch nach den Schweißarbeiten behält, wurde das Bauteil vorgewärmt und die Einhaltung der notwendigen Zwischenlagentemperaturen garantiert. Im Anschluss an die Schweißungen wurde zusätzlich eine Spannungsarmglühung vorgenommen. Herausfordernd war die Vermeidung von Härtespitzen, damit bei den Eigenschaften des Schweißguts möglichst große Übereinstimmungen mit dem Grundwerkstoff herbeigeführt werden konnten.
Bei den Schweißarbeiten kam der Metallpulverfülldraht FOXcore 13/4-MC zum Einsatz, um die Vermeidung von Bindefehlern mit maximaler Porenfreiheit zu gewährleisten. Die einfache Handhabung und hohe Abschmelzleistung des FOXcore 13/4-MC führte zu hoher Produktivität bei ausgezeichnetem Schweißverhalten und sehr geringer Spritzerbildung. Der Draht zeigte im Anwendungsfall gutes Benetzungsverhalten und erzeugte eine glatte Oberfläche. Der breite Lichtbogen gewährleistete einen gleichmäßigen Flankeneinbrand und verhinderte Bindefehler. Die genaue Abstimmung der Legierung des Schweißzusatzes auf den Werkstoff resultierte in einer sehr guten Kerbschlagzähigkeit und Festigkeit des Schweißguts auch nach der Wärmebehandlung. Der mit höchstens 3 ml/100 g äußerst geringe Gehalt an diffusiblem Wasserstoff stellte zudem auch die Kaltrisssicherheit sicher.
 Erfolgsgeschichten
Erfolgsgeschichten