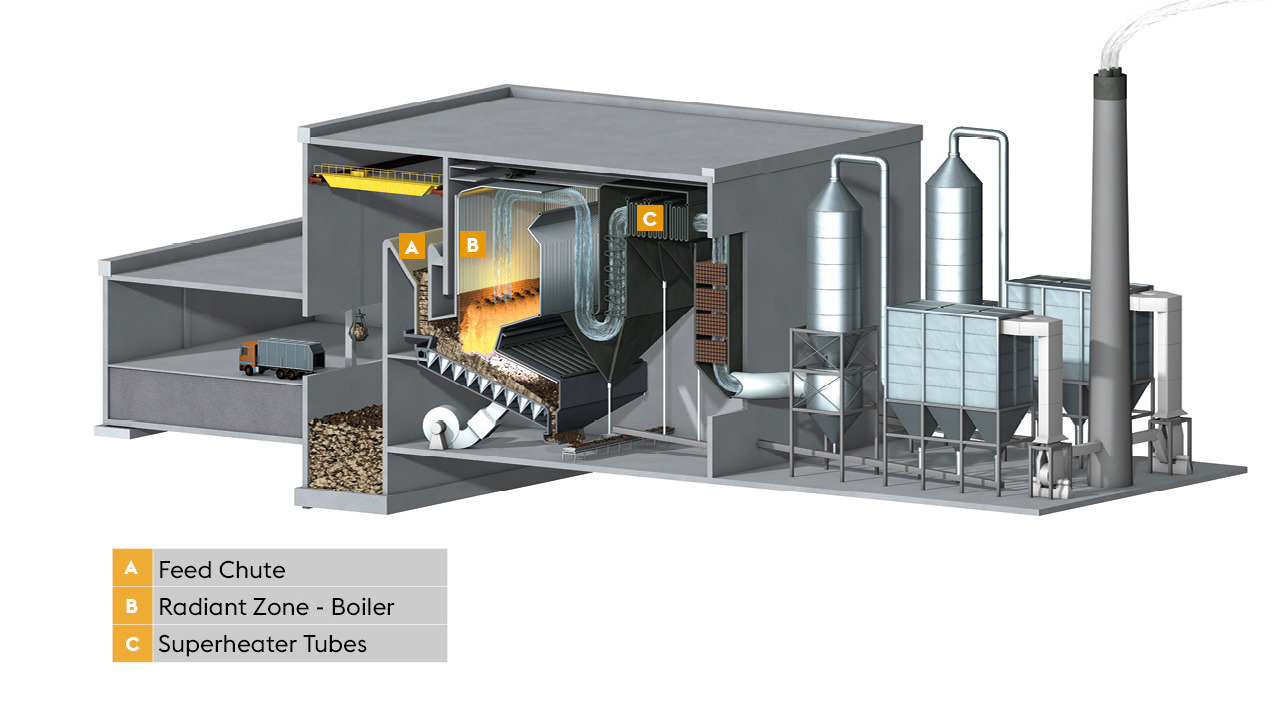
Die Nickellegierung 625 hat eine ausgezeichnete Hitze- und Korrosionsbeständigkeit und wird häufig in der Dampferzeugung bei Betriebstemperaturen von bis zu 450 °C eingesetzt. Er wird häufig für die Plattierung von Membranwänden, Verdampfern und Vorwärmern verwendet.
Die Nickellegierung 686 hat eine sehr hohe Lochfraßbeständigkeits-Äquivalenzzahl PREN und dank eines höheren Nickel- und Molybdängehalts eine höhere Korrosionsbeständigkeit in reduzierender Umgebung, wodurch sie sich für die Plattierung von Überhitzerrohren mit Temperaturen über 450°C eignet.
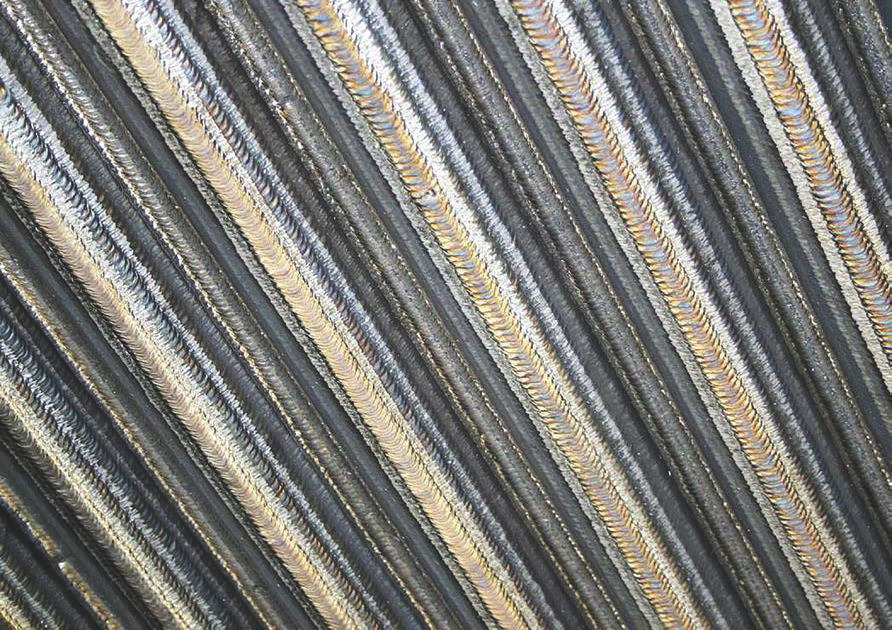
Für die Korrosions- und Oxidationsbeständigkeit der Auftragschweißung ist nicht nur die Chemie des verwendeten Schweißzusatzes entscheidend. Der Schweißprozess und die Schweißparameter haben einen direkten Einfluss auf die Auftragschweißung. Um diese Beständigkeit zu optimieren, wird ein niedriger Fe-Gehalt angestrebt, weshalb Verfahren mit geringer Wärmeeinbringung eingesetzt werden. Durch die Optimierung des MAG-Impulsverfahrens hat Böhler Welding das clad pulse Verfahren entwickelt, um die Aufmischung mit dem Grundwerkstoff beim Schweißen zu reduzieren und damit den Fe-Gehalt der Plattierung zu senken.
 Müllheizkraft
Müllheizkraft