
Tipologie di isolamento selezionate specificamente per ogni settore
Anche per quanto riguarda i tipi di isolamento, diamo priorità all'alta qualità. Grazie alla stretta collaborazione con i principali produttori europei di vernici, offriamo isolamenti che non contengono componenti tossici, cancerogeni o mutageni, a seconda delle esigenze. La classificazione delle tipologie di isolamento viene effettuata in conformità alla norma ASTM 976.

Sistema di isolamento organico
Questo sistema di isolamento migliora la punzonabilità.

Sistema di isolamento inorganico/organico
I sistemi di isolamento C5 hanno una buona saldabilità e resistenza alla ricottura (sotto gas inerte fino a 850 °C).

Sistema di isolamento inorganico/organico
Le vernici C6 sono resistenti alla pressione, sopportano temperature fino a 420 °C e sono quindi adatte per le riparazioni di burn-off.

Backlack
La tecnologia Backlack è un processo di giunzione innovativo per la produzione di pacchi di lamierini magnetici. Un processo chimico controllato viene utilizzato per unire i fogli di acciaio elettrico rivestiti in modo pulito e stabile in pile.
Backlack: il processo che unisce
Per ridurre al minimo le perdite per correnti parassite nei nuclei di statore e rotore delle macchine elettriche, questi vengono prodotti sotto forma di fogli sottili impilati l'uno sull'altro. Per ottenere un pacchetto stabile, i lamierini devono essere incollati. Fondamentalmente, si distingue tra i metodi integrati nel processo di stampaggio (ad esempio, l'impilamento per stampaggio, l'incollaggio a punti o in piano) e quelli a valle del processo di stampaggio (saldatura, graffatura, incollaggio convenzionale).
L'incollaggio con Backlack ha un'influenza minima sulla lavorazione, in particolare sulle proprietà magnetiche.




Il processo di incollaggio bidimensionale - un metodo per la produzione di pacchi statore e rotore
Il materiale di partenza per i pacchi di lamierini d'acciaio elettrico incollati è un nastro d'acciaio elettrico fully-processato rivestito di “Backlack”. Dopo la tranciatura in lamierini, questi vengono sottoposti a temperatura e pressione in modo da avviare la reazione di reticolazione della vernice. Una distribuzione omogenea della pressione nel pacchetto è importante: da un lato, per garantire un contatto omogeneo dei lamierini e, dall'altro, per ridurre al minimo il rischio di perdite di vernice dovute a un aumento locale della pressione. La reazione di indurimento del Backlack si ottiene riscaldando alla temperatura di incollaggio. È essenziale una distribuzione omogenea della temperatura, poiché l'intero pacchetto deve essere alla temperatura di incollaggio.
Le finestre di processo per la lavorazione degli smalti da forno della gamma voestalpine sono riportate nelle linee guida per la lavorazione del Backlack.

Quando viene consegnato da voestalpine, il rivestimento si trova nel cosiddetto stato B: in questo stato, il rivestimento è applicato al nastro d'acciaio corrispondente nello spessore desiderato e fisicamente essiccato, ma chimicamente reattivo. Questa reattività è importante per l'idoneità all'incollaggio con i clienti.
Per garantire e mantenere l'idoneità all'incollaggio, è quindi necessario osservare ulteriori requisiti per lo stoccaggio e il trasporto. Informazioni più dettagliate sono disponibili nelle linee guida per la lavorazione del Backlack.
I punti chiave più importanti per il trasporto e lo stoccaggio dei nastri in acciaio elettrico rivestiti di smalto al forno sono i seguenti:
- La temperatura limite di +40 °C non deve essere superata in nessun caso. Questa temperatura limite può essere raggiunta per un massimo di un mese. Tuttavia, la temperatura di conservazione consigliata è di +23 °C.
- Il periodo massimo di stoccaggio è di sei mesi, a partire dal momento in cui il materiale viene reso disponibile da voestalpine.
- In generale, è necessario garantire uno stoccaggio asciutto; in particolare, è necessario evitare assolutamente l'umidità causata dalla condensa.

Vantaggi dell'incollaggio in piano
La tecnica dell'incollaggio è il metodo più delicato per la produzione di nuclei magnetici. Ma quali vantaggi offre questo processo nel dettaglio?

Backlack: incollaggio di pacchetti
A seconda dell'applicazione e delle dimensioni del componente, si utilizzano diversi metodi di incollaggio.
Isolamento da forno: metodi di prova e produzione di campioni di prova
Il backlack è un rivestimento funzionale per l'acciaio elettrico. Ma come si possono valutare le sue proprietà adesive?
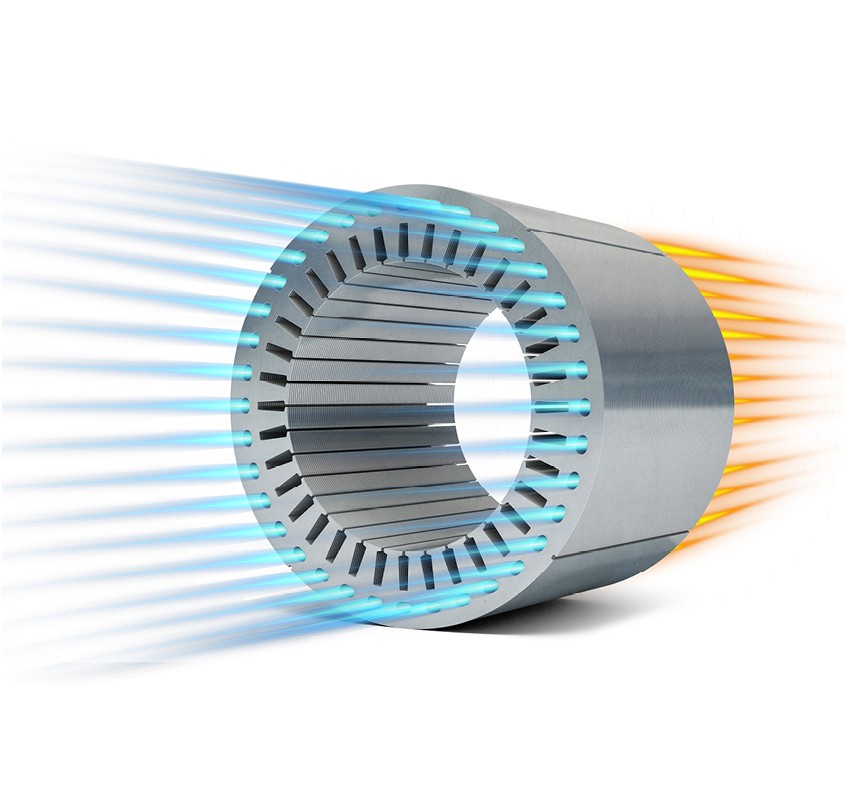
Incollaggio a tenuta stagna: un’innovazione per la produzione degli stack
L´approccio innovativo di toptyte® PROCESS consente la realizzazione di pacchetti a tenuta stagna e inaugura una nuova era in termini di impermeabilità, efficienza e sostenibilità. É così possibile produrre in serie, in modo economicamente vantaggioso, motori con raffreddamento integrato ancora più potenti ed efficienti.