Introduite en France en 1930 par M. Paul BAP le fondateur de Profilafroid, la fabrication de profils en acier à partir de bobines d’acier aussi appelés feuillards en rouleaux ou bien encore coils, était déjà développé dans d’autres pays.En particulier aux Etats-Unis, en Angleterre et en Allemagne.Réalisée au début par étirage au banc à galet, la technique de fabrication a été complètement transformée par l’emploi de machines à galets entraineurs, appelées profileuse, permettant une production continue et beaucoup plus rapide que celle des bancs d’étirage.

Le profilage à froid consiste donc à former progressivement, et de façon continue, un profilé en acier.
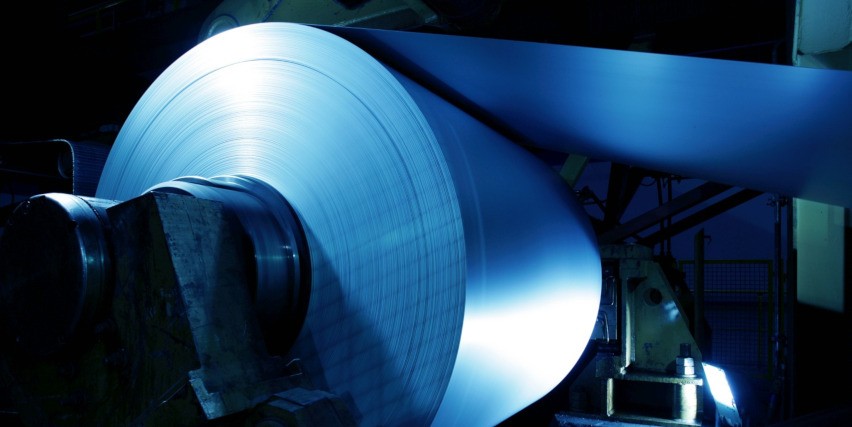
Le procédé consiste à dérouler initialement la bande d’une bobine de métal, dont la largeur correspond au développé du profil fini.Cette bande désignée aussi feuillard, est ensuite engagée à plat dans une succession de plusieurs cylindres appelés galets dont les formes et le nombre sont variables selon la complexité du profil acier désiré.
Cette succession de galets se décompose en un certain nombre d’opérations.
A chaque opération correspond une tête de profilage.Chaque tête est analogue à une petite cage de laminoir dont deux arbres, l’un supérieur, l’autre inférieur, supportent les galets à profils conjugués, usinés pour correspondre au formage qu’ils doivent réaliser et entre lesquels passe la bande de métal.Ces galets sont en acier à haute résistance et fabriqués par nos soins.
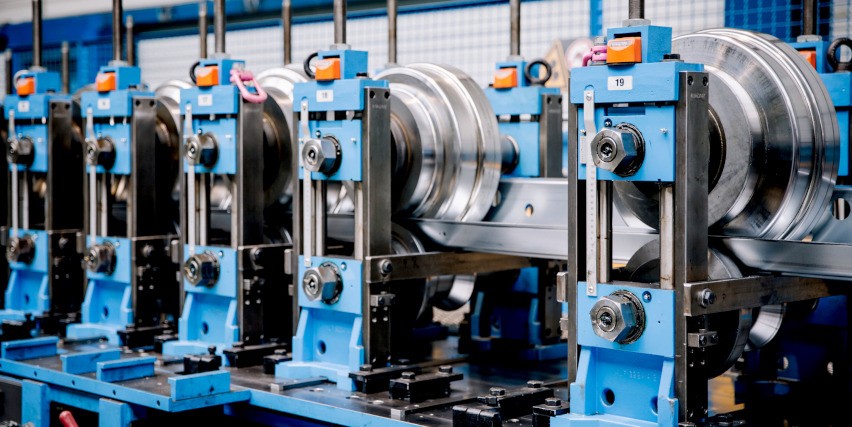

L’ensemble de ces galets, appelé train de galets, est défini par notre bureau d’étude qui détermine "la fleur de profilage".Il s’agit du nombre d’opérations nécessaires pour la fabrication d’un profilé en métal.Une tête représente une opération de déformation partielle de la bande à plat en acier.La bande passe dans une tête, puis dans une autre et ainsi de suite successivement jusqu'au résultat final souhaité.
Ce passage successif de la bande dans les têtes de profilage transforme progressivement la bande de métal vers sa forme finale.Ce procédé respecte ainsi les contraintes mécaniques et caractéristiques du métal et permet donc l’utilisation de multiples nuances d’aciers du S235 aux aciers multiphasés.En effet, les deux arbres de chaque tête sont commandés par le moteur de la machine, ce qui assure un entrainement régulier de la bande.


Le formage du profilé étant réalisé très progressivement, on n’a pas à redouter les criques ni même les cassures qui se produisent dans le pliage à froid à la presse ou en emboutissage.Enfin, bien qu’il ne s’agisse pas d’un laminage, l’opération produit un certain écrouissage superficiel connu sous le nom «d'effet de peau ».La fabrication, limitée au début aux profilés en bande d’acier laminé à chaud et à froid, s’est peu à peu étendue aux profilés en acier inoxydable et en alliages d’aluminium et de cuivre.
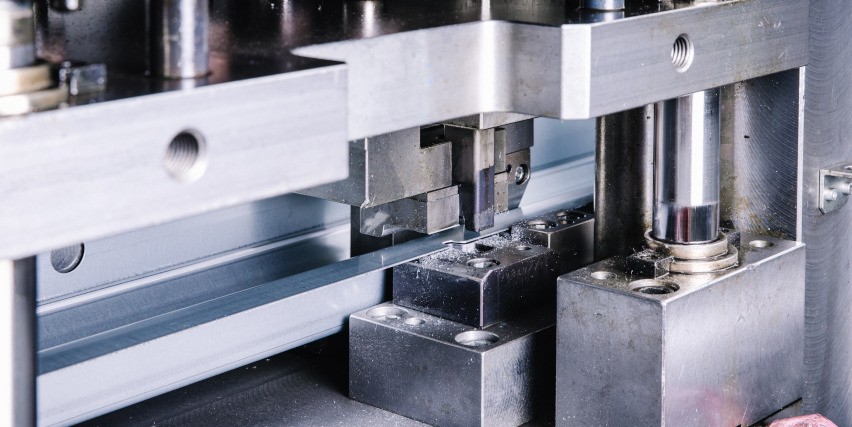
Lors du profilage des opérations de façonnage telles que poinçonnages, grugeages, emboutissages, peuvent être réalisées en ligne.Le profilé en métal est ensuite découpé en bout de ligne à la longueur désirée.Les opérations de profilage sont réalisées à froid, car effectuées à température ambiante, elles ne nécessitent ni la chauffe ni la fusion du métal pour la fabrication d’un profil.

L'opération de profilage n'apporte aucune modification sensible au produit plat mis en œuvre concernant son épaisseur et ses caractéristiques mécaniques.
L'industrie du profilage à froid fait donc partie de la première transformation des métaux, entre la sidérurgie et les utilisateurs.
Les avantages des profilés à froid sont nombreux
- Développement, diversité et complexité des formes répondant à tous les besoins des utilisateurs.
- Rayons de courbures correspondant à l’épaisseur de la bande en métal.
- Allègement du poids des structures par le profilage d’aciers à hautes limites élastiques.
- Facilité de mise en œuvre dans les assemblages avec soudure, rivetage, boulonnage, collage.
- Diversité des longueurs de livraison possibles des profilés, jusqu'à 30 mètres.
- Diversité des états de surface tels que brut de laminage, décapé, laminé à froid, prélaqué, et galvanisé.