+46-563-170 00

PIPELINE
Recomendaciones de soldadura
BÖHLER FOX CEL – BÖHLER FOX CEL 75 – BÖHLER FOX CEL 85
Pipeline o transporte por tubería es un modo de transporte para gases y líquidos, dirigido en general a través de las tuberías que constituyen una red o un sistema de transporte.
Dependiendo del producto transportado, el ducto recibe diferentes nombres, así como los reglamentos, las técnicas de construcción y de funcionamiento también varían. La justificación de construcción de tubería es dependiente del terreno, distancias, falta de carreteras, y costo de otros modos de transporte.
Entre otros, podemos encontrar los siguientes sistemas de pipeline:
- Para gas natural (gasoductos)
- Para hidrocarburos líquidos (oleoductos)
- Para agua (acueductos)
- Para hidrógeno (hidroductos)
Dependiendo de los procesos de soldadura a utilizar en las tuberías, voestalpine High Performance Metals Argentina desde voestalpine Böhler Welding ofrece una amplia gama de consumibles para soldadura manual o semi mecanizada.
voestalpine Böhler Welding es uno de los fabricantes pioneros de consumibles para soldadura por arco, que se ha destacado desde sus inicios por su dedicación en el suministro de consumibles para sofisticadas aplicaciones.
De esta forma, cuando el transporte de petróleo y gas cobró importancia, voestalpine Böhler Welding se interesó y tomó partido en este sector.
La construcción de tuberías en diferentes zonas climáticas, así como las variadas características de los terrenos en los que se trabaja, exigen una gran inventiva por parte de los ingenieros.
voestalpine Böhler Welding ha hecho frente a este reto al lado de las más importantes empresas constructoras de pipeline, alcanzando una posición líder en este sector en el empleo, tanto electrodos celulósicos, como básicos y alambres.
Tomamos como prioridad la obtención de altos valores de resiliencia del metal de soldadura depositado para garantizar una mayor seguridad.
Los consumibles BÖHLER WELDING son mundialmente conocidos debido a la experiencia adquirida tanto en proyectos de líneas de tuberías onshore, como para líneas de tuberías offshore submarinas tendidas desde plataformas.

Las principales aplicaciones son:
- Tuberías de acero al carbono con grados de acero de alta resistencia hasta API X60/EN L415MB, grados de alta resistencia a la tracción hasta API X100/ENL690MB,
- Tuberías de aleación resistente a la corrosión (CRA) de grados estándar de acero inoxidable, acero inoxidable dúplex y súper dúplex, aleación de níquel 625 y tuberías revestidas en aleaciones 316L, 625 y 825.
Soldadura con electrodos celulósicos
Para evitar el agrietamiento inducido por hidrógeno, es necesario precalentar las tuberías antes de comenzar a soldar y mantener una temperatura entre pasadas durante la soldadura de cordones individuales.
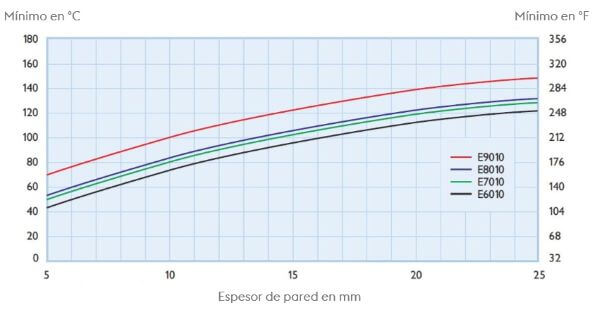
En vista de las condiciones a menudo difíciles del lugar, generalmente se recomienda un precalentamiento a 150°C (300°F). Esto se aplica a todos los espesores de pared hasta 25 mm (1”) y metales de soldadura hasta la clase E9010 (FOX CEL 90). Se pueden seleccionar temperaturas de precalentamiento y entre pasadas más bajas al soldar tuberías de paredes delgadas.
El siguiente diagrama muestra las temperaturas mínimas de precalentamiento requeridas, en función del espesor de la pared y el tipo de electrodo. Esto se refiere tanto a las temperaturas de precalentamiento como a las de entre pasadas.
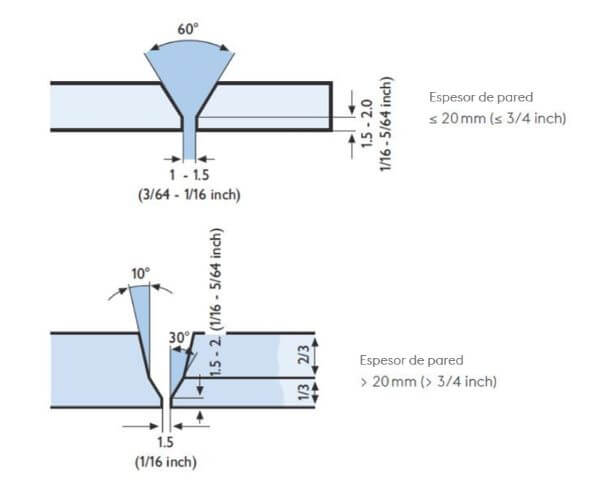
Los electrodos celulósicos funcionan principalmente con polaridad directa. El equipo de soldadura debe tener una característica de caída y un voltaje de circuito abierto alto. Terra MP 350 RC es la opción ideal para esta aplicación. Las preparaciones conjuntas recomendadas se enumeran a continuación.
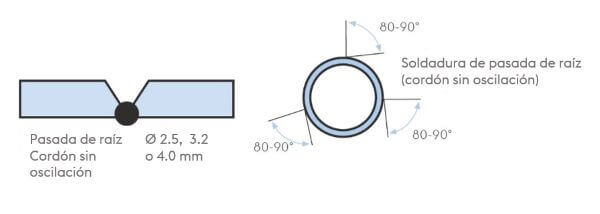
La pasada de raíz es una parte crítica de cualquier soldadura de tubería que requiera una penetración perfecta. El diámetro del electrodo, la velocidad de desplazamiento y el amperaje deben seleccionarse para que coincidan con el diámetro de la tubería y el espesor de la pared. Se recomiendan electrodos de 3,2 mm (1/8″) de diámetro para diámetros de tubería de hasta aproximadamente 250 mm (10″) y espesores de pared de hasta 8 mm (5/16″). Elija electrodos de 4 mm (5/32“) de diámetro para tamaños más grandes.
La soldadura se realiza en dirección vertical hacia abajo, con el electrodo en buen contacto con ambos bordes biselados de la placa.
Las abrazaderas de alineación deben retirarse solo después de completar el paso de raíz alrededor de toda la circunferencia y, cuando se sueldan tuberías de mayor diámetro, solo después de completar el paso en caliente.
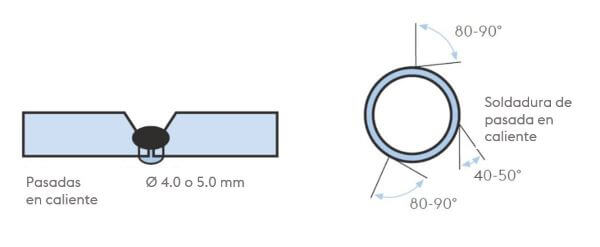
El pase en caliente debe soldarse inmediatamente después de la aplicación del pase de raíz, pero nunca después de 10 minutos. Esto es particularmente importante para grados de tubería de alta resistencia para evitar grietas debajo del talón en el material base.
Para evitar inclusiones de escoria, la pasada de raíz debe pulirse antes de iniciar la pasada en caliente. El uso de una corriente de soldadura relativamente alta es ventajoso porque con ello se consigue una buena penetración de modo que cualquier inclusión de escoria restante se vuelva a fundir y al mismo tiempo se asegura que la pasada de raíz esté completamente recocida.
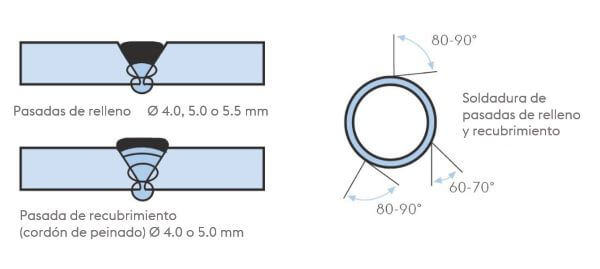
Las perlas de las capas de relleno son suficientemente planas y están libres de socavados e inclusiones de escoria cuando el electrodo se aplica con un ligero movimiento circular o escalonado, especialmente en las posiciones de 12 a 2 en punto, de 12 a 10 en punto, de 4 a 6 en punto y De 8 a 6 en punto. Tejido de máx. Se recomienda 2xØ para todas las demás posiciones.
La pasada de cobertura se realiza con un ligero tejido del electrodo. La soldadura no debe superponerse al borde de la ranura más de 1,5 mm (1/16“). Si la pasada de cobertura se ejecuta correctamente, el refuerzo de soldadura será de aproximadamente 1 a 2 mm (1/16“).
Soldadura con electrodos revestidos básicos con técnica vertical descendente
En combinación con electrodos básicos verticales descendentes (BVD), las pasadas de raíz se pueden soldar con electrodos celulósicos o básicos verticales ascendentes. Si las pasadas de raíz se sueldan con electrodos celulósicos en progresión vertical descendente, las pasadas en caliente deberán soldarse preferiblemente también con electrodos celulósicos.
La temperatura entre pasadas influye en los procesos metalúrgicos que tienen lugar en el depósito durante la solidificación y el enfriamiento y, por tanto, también influye en cierta medida en las propiedades mecánicas del metal de soldadura con electrodo básico. Generalmente se recomienda mantener la temperatura entre pasadas en el rango de 100°C-200°C (210°F-392°F) durante todo el proceso de soldadura.
Los electrodos verticales del tipo básicos solo pueden funcionar con corriente continua. Las máquinas de soldar deben tener una característica de caída y un alto voltaje de circuito abierto. El Terra MP 350 RC es la opción ideal para esta aplicación. Las pasadas de relleno se ejecutan con electrodos de 3,2 mm, 4,0 mm y 4,5 mm de diámetro, dependiendo del espesor de la tubería. La alta corriente asegura una penetración suficiente y una economía satisfactoria del proceso. Siempre se recomienda un ligero tejido, ya que esto evita un cortocircuito del arco.
Al soldar tuberías de paredes gruesas, se recomienda aplicar dos o tres cordones uno al lado del otro, eliminar toda la escoria antes de aplicar el siguiente cordón y mantener el arco lo más corto posible. El casquete se deposita con una técnica de tejido ligero, con un tejido máximo del doble del diámetro del electrodo.

Fuente: voestalpine Böhler Welding
Nuestros productos destacados para soldadura de pipeline:
| Nombre del producto | Descripción | Composición química (valores típicos) % | Descargar | |||
| C | Si | Mn | Ni | |||
| BÖHLER FOX CEL | Electrodo revestido, acero baja aleación, celulósico, soldadura de tuberías, baja resistencia | 0.12 | 0.14 | 0.5 | Hoja técnica | |
| BÖHLER FOX CEL 75 | Electrodo revestido, acero baja aleación, celulósico, soldadura de tuberías, resistencia media-baja | 0.14 | 0.14 | 0.7 | Hoja técnica | |
| BÖHLER FOX CEL 85 | Electrodo revestido, acero baja aleación, celulósico, soldadura de tuberías, resistencia media-alta | 0.14 | 0.15 | 0.75 | 0.7 | Hoja técnica |