Performance on Track®
We are your system provider for railway infrastructure.

From rails and switches to digital monitoring: voestalpine Railway Systems is a leading global provider of system solutions for railway infrastructure. With more than 160 years of experience, the Railway Systems Group delivers comprehensive railway infrastructure systems designed for maximum service life performance.
voestalpine Railway Systems is the global leader in fully integrated railway infrastructure. Our portfolio includes high-performance rails, intelligent turnout systems, and digital monitoring solutions – all designed to optimize lifecycle costs and ensure maximum availability.
We offer rails and turnout from a single source, digital monitoring solutions with zentrak, gloabl presence and local expertise and sustainability through innovation.
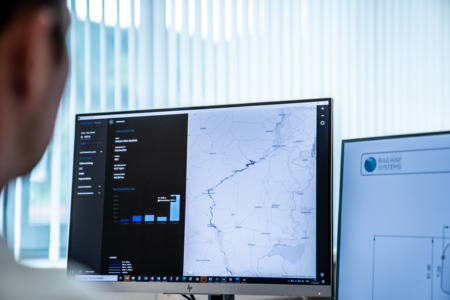
With zentrak, we offer a intelligent, conscious and living railway ecosystem for real-time monitoring, predictive maintenance, and data-driven decision-making. Our solutions help infrastructure managers reduce costs, increase safety, and extend asset life.

We are committed to sustainable innovation – from hydrogen-based steel production to circular economy principles in rail infrastructure. Our goal: climate-neutral mobility with maximum system efficiency.
We invest in cutting-edge R&D – from hydrogen-based steel production to data-driven asset management – to deliver sustainable infrastructure for tomorrow’s mobility.
Practical presentations, workshops, and the latest technologies in the railway sector. Visit us at the international trade fair for transportation and railway infrastructure, “Algeria Rail Expo 2026.”
Location: Centre de conventions CCO, Oran, Booth A4
The Future of Mobility. Visit voestalpine Railway Systems at the international trade fair for transport technology.
Location: Hall 21b, Booth 150, Messe Berlin
If you have questions or feedback, please feel free to contact us. We are happy to help!