Stabilität einer neuen Generation
Um die Wirbelstromverluste in Stator- und Rotorkernen elektrischer Maschinen gering zu halten, werden diese in Form von dünnen, aufeinander gestapelten Blechen hergestellt. Um ein stabiles Paket zu erhalten, werden außerdem die Lamellen verbunden. Grundsätzlich wird dabei zwischen jenen in den Stanzprozess integrierten Verfahren (Stanzpaketieren, Klebepaketieren vollflächig oder punktuell) und jenen dem Stanzprozess nachgelagerten Verfahren (Schweißen, Klammern, Kleben konventionell) unterschieden. Je nach Anwendungsfall, Design der elektrischen Maschine und unter Berücksichtigung wirtschaftlicher Aspekte wird das passende Fügeverfahren ausgewählt.
Welche Vorteile bietet die vollflächige Verklebung mit Backlack
Zum Verhalten des eingesetzten Elektrobandes im Elektromotor trägt die Verarbeitung des Werkstoffes und damit unser Fügeverfahren wesentlich bei. Unser schonendstes und vielseitigstes Verfahren ist das vollflächige Verkleben der Lamellen. Optimale Performance und hoher Wirkungsgrad wird dabei aus folgenden Gründen erreicht:
Designfreiheit: Mit Backlack können ideale Motorendesigns realisiert werden, da fertigungstechnische Aspekte wie Stanzpaketiernoppen, Schweißnähte usw. nicht berücksichtigt werden müssen. Damit kann der Elektromotor von seinem Entwickler noch effizienter ausgelegt werden.
Mechanische Stabilität und geometrische Maßhaltigkeit: Durch vollflächige Verklebung wird die Einhaltung von engsten Dimensionstoleranzen und einer exzellenten Formstabilität ermöglicht, da ein Auffächern der Lamellen nicht möglich ist. Spannungen im Paket, wie sie durch den Wärmeeintrag während eines Schweißprozesses hervorgerufen werden können, sind beim Klebeprozess ausgeschlossen.
Beibehaltung der magnetischen Eigenschaften: Der Klebeprozess ist unser schonendster Fügeprozess! Dadurch bleiben die magnetischen Eigenschaften des Elektrobandes unbeeinflusst. Demgegenüber werden beim Stanzpaketieren und beim Schweißen durch massive Beschädigung der Mikrostruktur die magnetischen Eigenschaften des Werkstoffes verschlechtert.
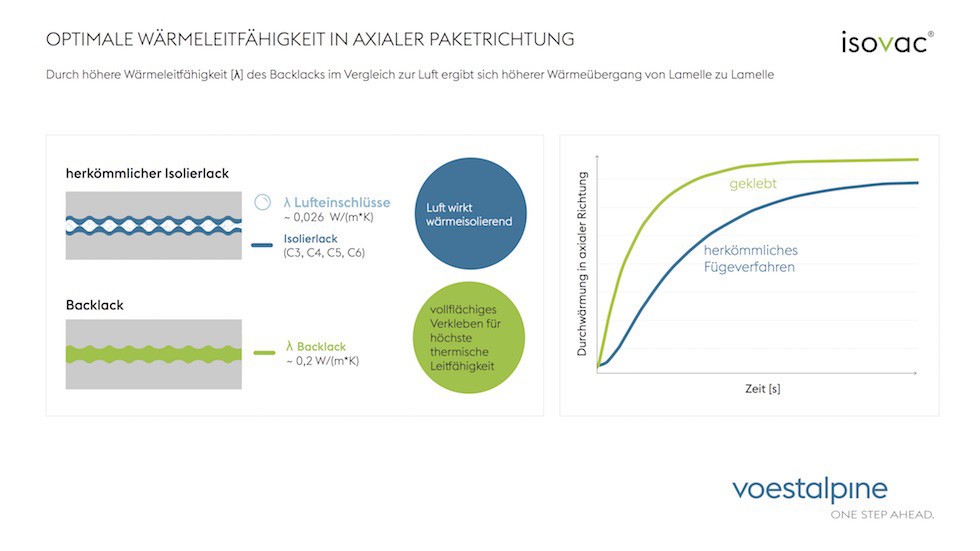
Verbesserte Wärmeleitfähigkeit: Lamellenpakete mit engsten Fertigungstoleranzen verbessern die Abfuhr produzierter Wärme durch einen besseren Wärmeübergang zwischen den Lamellen und zum Gehäuse – dadurch können Kühlaggregate kleiner dimensioniert werden und sind so billiger und leichter. Die kompakten Lamellenpakete haben zusätzlich einen ausgezeichneten Stapelfaktor, sowie eine gute Isolationswirkung gegen elektrische Kurzschlüsse.
Vorteile im akustischen Verhalten: Unser viskoelastischer Backlack zeigt ein ausgeprägtes Dämpfungsverhalten und verhindert so ein „Vibrieren“ der Lamellen. Daher wird dieser Effekt bereits jetzt in ausgewählten elektrischen Maschinen zur Geräuschminimierung genützt.
Voraussetzung für das Erreichen dieser Vorteile ist ein optimal beschichtetes Vormaterial. Unsere langjährige Erfahrung bei der Entwicklung und Verbesserung von Backlackystemen sowie von optimalen Beschichtungsverfahren des Grundwerkstoffes ermöglicht die Produktion eines Produktes, das sich unter anderem durch hohe Klebekräfte und ausgezeichnete Verarbeitbarkeit auszeichnet.
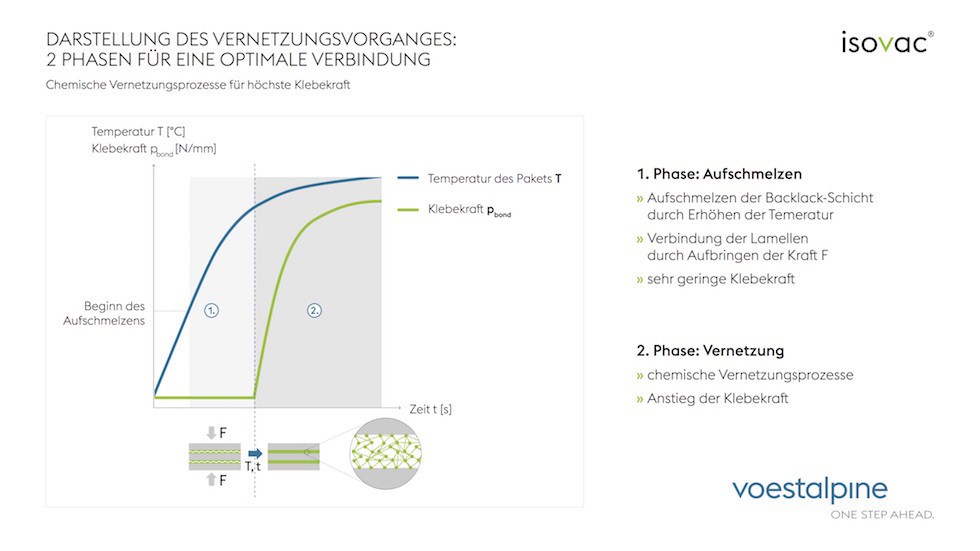
Der Prozess des vollflächigen Verklebens – unser schonendstes Verfahren zur Herstellung von Stator- und Rotorkernen: Als Ausgangsmaterial für geklebte Elektrobandpakete kommt ein schlussgeglühtes, mit Backlack beschichtetes Elektroband zum Einsatz. Nach dem Stanzen zu Lamellen verbinden wir diese in einem 2 stufigen Klebeprozess thermisch. In der ersten Phase des Klebeprozesses findet ein „Aufschmelzen“ der Backlackschicht statt. Die Viskosität nimmt stark ab, wodurch sich die Schichten diffusionsgesteuert vereinigen können. Dieser Schritt bestimmt in hohem Maß die Qualität der Klebeverbindung. Eine vollständige Verschmelzung führt zu hohen Klebekräften und hohen Dauerbeständigkeiten gegen diverse Medien.
Eine weitere Erhöhung der Temperatur führt zur zweiten Phase im Klebeprozess. Dieser ist dominiert durch chemische Vernetzungsprozesse. Der Backlack härtet, d. h. er verliert seine thermoplastischen Eigenschaften und wird ein stabiles, hochvernetztes Duroplast. Die Viskosität und die Klebekräfte zwischen den Lamellen nehmen in dieser Phase wieder deutlich zu.
Fazit: Wurden vor einigen Jahren hauptsächlich Prototypen mittels Backlack-Technologie hergestellt, so findet das vollflächige Kleben heutzutage einen sehr breiten Einsatzbereich. Gerade für die E-Mobilität, als Technologieträger mit höchsten Ansprüchen, eignet sich das vollflächige Verkleben mit all seinen Vorteilen bestens als Fügetechnologie der neuesten Generation. Wir unterstützen dabei mit einem perfekten Werkstoff kombiniert mit innovativen Backlacksystemen.
Gängige Fügeverfahren für Elektrobandpakete:

Darstellung des Vernetzungsvorganges:
Optimale Wärmeleitfähigkeit in axialer Paketrichtung: