Resistance spot welding of ahss high-ductility steels

Decisive factors
Forming specialists love it, while welding specialists are not pleased. Is that true? The automotive industry requires high-ductility steels (ahss high-ductility) with high levels of forming freedom at tensile strengths in excess of 1000 MPa and elongation in the double-digit percentage range. But what about weldability, especially the resistance spot welding of galvanized steels? We asked Robert Sierlinger, an R&D specialist at voestalpine who is responsible for joining.
Automotive Notes: Here’s a direct question: What are the biggest challenges when welding ahss high-ductility steels?
R. Sierlinger: Resistance spot welding is essential in automotive manufacturing. Steels with a high alloy content and special surfaces present substantial challenges. The alloy content of ahss high-ductility steels is particularly high because the alloy in combination with high-precision heat treatment determines high strength and good formability. An additional challenge is that the respective steel grades are zinc-coated to provide components with a high level of corrosion protection.
Experts’ fear of liquid metal embrittlement
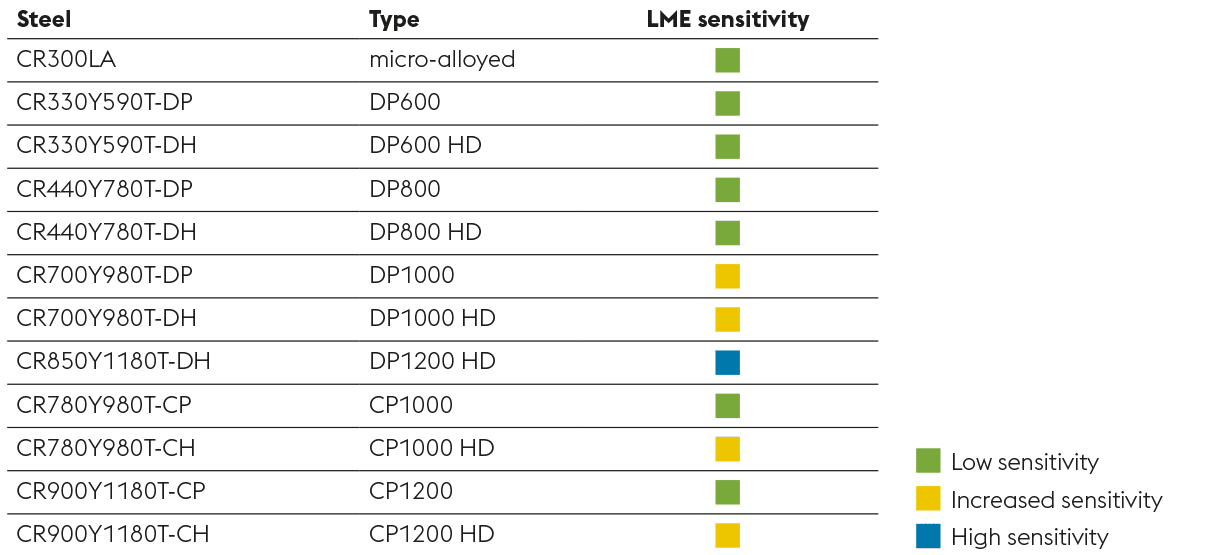
R. Sierlinger: The phenomenon of liquid metal embrittlement frequently occurs during the spot welding of galvanized steels. Zinc liquefied by welding heat penetrates from the steel surface into the grain boundaries of the steel under the simultaneous effects of stress caused by the contacting spot welding electrode. This damages the steel or the welded joint. An important factor in the influence of LME onspot welding suitability is ultimately the extent of this damage, for example the penetration depth of the zinc into the steel and/or the weld spot or a reduction in the forces transmitted through the spot weld.
Because of their special alloy composition, ahss high-ductility steels are more sensitive to LME and are suitable to a limited degree for spot welding when compared to the steels previously used.
Good weldability of voestalpine ahss high-ductility steels in the strength classes 600 and 800 MPa
Automotive Notes: Can suitability for spot welding be precisely specified?
R. Sierlinger: In addition to the steel chemistry, the welding equipment and welding parameters have a significant influence on spot welding suitability, which is determined in extensive tests that use the available equipment and the preferred welding strategy for the specific combination of material and sheet thickness.
Numerous completed material approvals have shown in the recent past that ahss high-ductility steels in strength classes 600 and 800 MPa (DP600 HD, DP800 HD) do not differ significantly in their LME sensitivity from classic ahss counterparts, and the weldability of components using these steels is sufficient.
Recommendations for welding higher strength classes
Automotive Notes: What recommendations do you have for welding higher strength classes?
R. Sierlinger: In strength classes 1000 and 1200 MPa, it is recommended to use larger electrode contact surfaces, for example tip diameter of 8 mm instead of 6 mm. C-type spot weld guns with high rigidity, and the use of flat electrode caps such as Type A in combination with high electrode forces between 4 and 5 kN are advantageous. Suitable welding equipment and controls designed to meet these requirements are mandatory when welding high-strength steels.
Automotive Notes: Have these recommendations been put to the test?
R. Sierlinger: Of course. Particularly the larger electrode contact surface has proven to be an effective measure against the occurrence of LME and is used by several OEMs.
Automotive Notes: What are the next steps?
R. Sierlinger: At voestalpine we are working intensely on reducing the LME sensitivity of strength classes 1200 MPa and higher. Our approaches lie both in alloying and welding. We are are close to the solution.
