Testing expertise for pre-materials with a focus on surface testing
Wire Insights - New Podcast Episode 8
Listen now
Testing expertise for pre-materials with a focus on surface testing
Wire Insights - New Podcast Episode 8
Listen now
Phosphat-free coating phreeco® for cold forming processes
Advantages & Applications of phreeco®
Cold-drawn bar - a new product segment
Wire Insights - Podcast Episode 7
Listen now
Your one-stop shop partner for wire solutions
High-quality wire solutions & services from a single source
Learn more
Customized wire solutions
From wire rod to drawn wire - for demanding challenges
Wire solutions tailored to your needsWe develop and produce wire products for a variety of applications. Manufacturing takes place primarily at European sites – including the world's most modern wire rod mill – supplemented by our own research and development infrastructure. The portfolio includes billets, wire rod, drawn wire, profiles, strands, and cords made from more than 400 steel alloys in the unalloyed, low-alloy, and medium-alloy ranges. In addition to materials that comply with ISO, ASTM, and JIS standards, custom-developed alloys are also available on request. The products are used worldwide in sectors including the automotive industry, rail transport, aerospace, the energy sector, and mechanical and plant engineering. We live and breathe PERFORMANCE IN WIRE in every step of the process – with a focus on our core values of quality, flexibility, innovation, and sustainability.
✔ Consistent quality throughout the entire value chain, from ore to finished wire, thanks to integrated production processes and certified quality assurance
✔ Wide product range of over 400+ steel alloys in various dimensions and designs for tailor-made solutions
✔ Material and product development with our own R&D infrastructure, including digital material and product simulations for tailor-made solutions and short development cycles
✔ CO₂-reduced and resource-efficient processes, and a clear focus on environmental responsibility (details in EPDs/declarations)
✔ Global delivery capability and logistical flexibility, supported by multiple manufacturing and distribution locations
✔ Precisely defined mechanical properties, tested and documented
✔ Tight dimensional tolerances & controlled surface quality for reliable further processing
✔ Individually tailored surface and heat treatments to achieve defined material or microstructural conditions in further processing, e.g., forming, cutting, or welding
✔ Industry- and application-oriented technical consulting

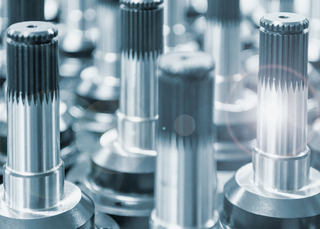
We produce wire rod in various grades and dimensions for the construction, automotive, and mechanical engineering industries. Our wire rod is manufactured in the world's most modern wire rolling mill in St. Peter/Freienstein (Austria), with tight dimensional tolerances and defined quality standards. Our product portfolio includes wire rod for cold heading and cold extrusion products, roller bearing steel, springs, chains, welding consumables, and customized special solutions.

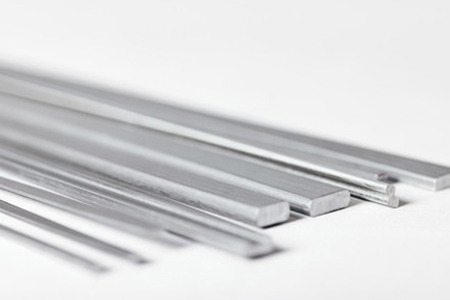
We produce drawn wire with precisely defined diameters, surfaces, and mechanical properties - ideal for applications in construction, the automotive industry, and electronics. Our broad portfolio includes cold heading, flat and profile, prestressing steel, spring steel, and free-cutting steel wire—tailored to meet the highest demands for precision and workability.
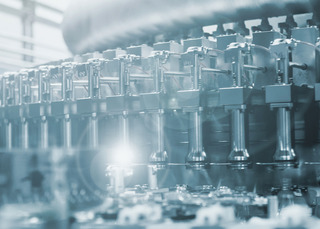
With our customized wire solutions, we meet the requirements of our customers and their markets. Our unique R&D setup enables digital product simulations and customized product development—with significantly reduced development times. From material and process development to drawn wire, our R&D team guarantees optimized product properties for subsequent processing and application.

Here you will find an overview of our news from the world of wire. Don't want to miss anything? Subscribe to our newsletter.

Highest quality does not begin with the finished wire product, but long before it. Deviations in surface finish, geometry, or material arise early in the process and have an impact throughout the entire value chain. voestalpine Wire Technology therefore follows a consistent approach: quality assurance begins with the raw material, is monitored in real time, and is continuously refined through research and development. This is based on a seamless, networked inspection chain that accompanies all process stages from raw material to end product.

When companies can rely on each other, stable industrial value creation is created. This reliability is also a central basis for our cooperation within the Metal Engineering Division of voestalpine. As voestalpine Wire Technology, we contribute to group-wide processes as a supplier of raw materials – with the aim of translating our wire expertise, innovation, and industrial scaling into specific customer benefits.

For voestalpine Wire Technology, this year’s world-leading trade fair for wire technologies was marked by a special milestone: the presentation of phreeco®, the new phosphate-free wire coating. The launch marks an important step in the further development of sustainable high-performance materials and underscores the company’s commitment to consistently aligning innovation with the real-world needs of its customers.
... and find out more about a career with us!
Progress creates quality and solutions and requires flexibility. Experience and innovation guide us, while technology and sustainability shape our actions.
This image film reflects our identity and plays with the duality of tradition and modernity. Two employees - young and flexible, experienced and innovative - form the PERFORMANCE IN WIRE family and emphasize the importance of shared values for success. Quality, innovation, flexibility, and sustainability can only be achieved together.
Together, we can respond flexibly to new challenges and develop high-quality, innovative, and sustainable wire solutions.
If you have questions or feedback, please feel free to contact us. We are happy to help!